Производство пластмассовых изделий: анализ, оборудование, окупаемость
Содержание:
- Технология производства пластмасс
- 1 Главные особенности
- Технология производства пластмассовых изделий при помощи литья пластика под давлением
- Какое оборудование понадобится при производстве пластиковых изделий
- Дополнительные элементы
- Производители литьевых машин
- 2 Распространённые модели
- Производство пластиковых изделий как идея для бизнеса
- Производство изделий из пластмасс
- Основные тенденции на рынке производства пластмасс
- Литье пластмассы в домашних условиях
- Контроль качества
- Процесс производства пластиковых изделий
- Классификация пластмасс
- Технология изготовления пластмассы
- Методика изготовления
Технология производства пластмасс
Пластик хорошего качества нашел широкое применение не только в повседневной бытовой жизни каждого человека, но и на крупном производстве.
Технология производства пластмасс стала актуальной. Из данного материал изготавливают различные емкости, предметы обихода, детские игрушки и много других вещей.
Широкое применение пластика обусловлено его экономичной стоимостью, хорошими экологическими показателями и простотой в использовании. Здесь, на выставке представлены образцы оборудования по производству пластмассовых изделий.
Ввиду применения строгого контроля всех процессов производства, в итоге получается качественный материал с хорошими техническими показателями. Также на свойства пластика влияет сырье, поэтому для получения высококачественного продукта используется только исходный материал с хорошими характеристиками.
Модернизированное производство изделий из пластмассы предполагает несколько технологий производства пластмасс, среди которых:
- формование посредством вакуума (технологический процесс изготовления происходит с применением перепадов воздушного давления);
- технология выдувания, при которой хорошо разогретая масса поступает в открытую форму, после чего ее тщательно закрывают. С помощью подаваемого под давлением воздуха еще горячий пластик раздувается по стенкам соответствующей формы;
- при процессе литья жидкую пластмассу заливают в специальные формы, в которых происходит дальнейшее формирование материала. С помощью подобной технологии изготавливаются канцтовары, пластиковая посуда и другие бытовые изделия;
- для экструзии используют размягченную пластичную массу, которая формируется в готовое изделие посредством продавливания ее через специальные отверстия в инструменте.
1 Главные особенности
Основная особенность производства продукции из пластмасс – это подбор сырья. Если происходит замена исходного материала, необходимо проводить перенастройку оборудования. Иначе готовая продукция будет уже другого качества.
Методы производства пластмассовых изделий:
- Вакуумное формирование. Листы пластика под влиянием различного давления приобретают необходимые формы.
- Прессионное формирование. Заготовку помещают в форму где она сжимается. Лишний материал выдавливается через щели.
- Компрессионное формирование. Определенное количество сырья вливают в форму. Две части формы сближают и выдавливают изделие.
- Литье. Пластиковую массу доводят до жидкого состояния и заливают в форму, которая соответствует будущему изделию.
- Выдув. Нагретую массу подают в форму, которую закупоривают и заполняют воздухом. На внутренние поверхности формы равномерно распределяется материал.
- Экструзия. Массу размягчают и продавливают через матрицу, которая создает определенную форму.
- Термоформирование.
1.1 Оборудование для производства изделий и его характеристика
При создании пластмассовых изделий используют технологические линии или станки.
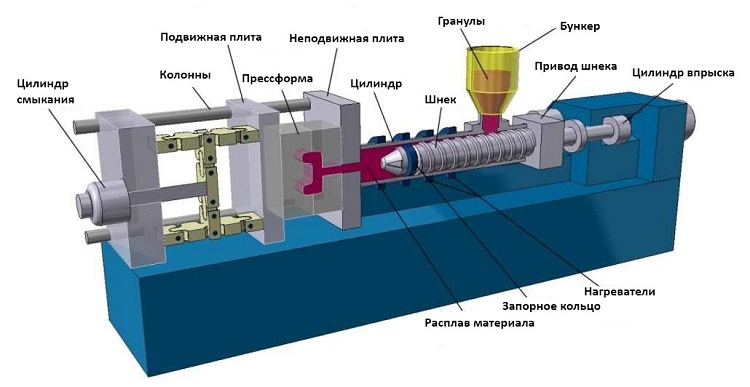
Схема устройства горизонтального станка термопластоавтомата
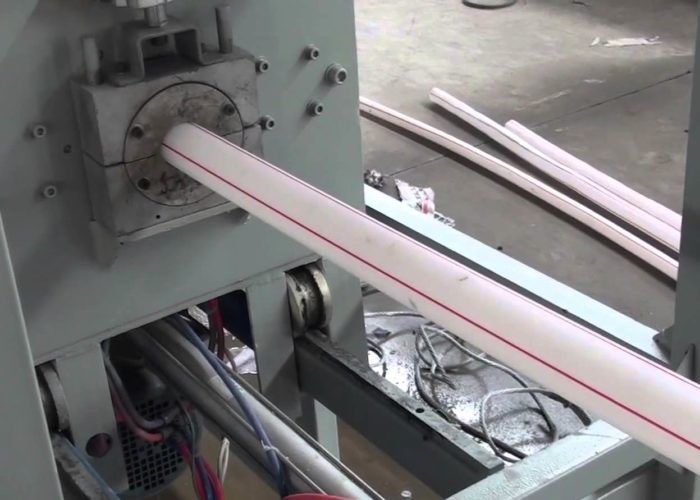
Экструдерами называют большую группу станков, которые используют для изготовления рукавных и листовых пленок, оконных профилей, труб, полимерных листов, пластикового шифера, вспененных профилей.
В плоскощелевую установку входят следующие элементы:
- экструдер и системная фильтрация;
- раздувочная головка и охладитель;
- пневмозагрузчики;
- калибровочный механизм;
- намотчик;
- тянущее устройство;
- модуль укладки;
- поворотные штанги.
Основным устройством является экструдер. Линия экструзии составляется благодаря дополнительным механизмам. Работа производства контролируется программой и протекает в автоматическом режиме.

Вертикальный станок для производства пластиковых деталей
Термопластоавтоматы (производят литье пластмассы под давлением). Жидкий материал заливают в форму и охлаждают. Треть всех изделий из пластика выпускается на этих станках. Благодаря технологии, продукцию можно получить сложной формы, необходимого размера, состоящую из различных цветов пластика.
Эта машина предназначена для работы со всеми видами пластикового сырья.
Устройство состоит из:
- модуля для подготовки материала;
- модуля, который обеспечивает открывание и закрывание форм;
- привода;
- блока автоматического управления.
Данное оборудование с инновационными решениями достаточно дорогое.
Выдувные машины. Задействуют для производства изделий имеющих тонкие стенки. Это могут быть канистры, бочки, бутылки, емкость которых может достигать до5 тыс. литров. Аппарат нагревает пластмасс и формирует продукцию выдуванием. Иногда эту методику комбинируют с литьем в одном станке. Таким образом, создается ПЭТ-тара.

Экструзионно-выдувной станок по производству пластмассовых деталей
Экструзионно-выдувные станки. Данный метод объединил в себе выдув и экструзию. Эти станки производят больше изделий, чем выдувная установка (поддоны, игрушки, флаконы, ведра). Микропроцессор контролирует все процессы производства.
Термоформовочные станки. Оборудование используют для создания изделий из пленки. По толщине и составу пленка может отличаться. Основу продукции составляют одноразовые контейнеры из пластика и бумаги. Принцип работы: материал нагревают до температуры 140ºC, а из рулона выдувают изделие.
На станке продукция может вырубаться и закупориваться. Управлять процессом можно вручную или автоматически.
Настольный станок для литья пластмасс. Станок подходит для производства небольших изделий маленькими партиями. Вес такого аппарата около пятнадцати килограмм. Его легко можно разместить на крепком столе. В комплекте с мини- моделями может прилагаться рабочий стол. Станки используют для создания экспериментальных деталей новых конструкций.
Технология производства пластмассовых изделий при помощи литья пластика под давлением
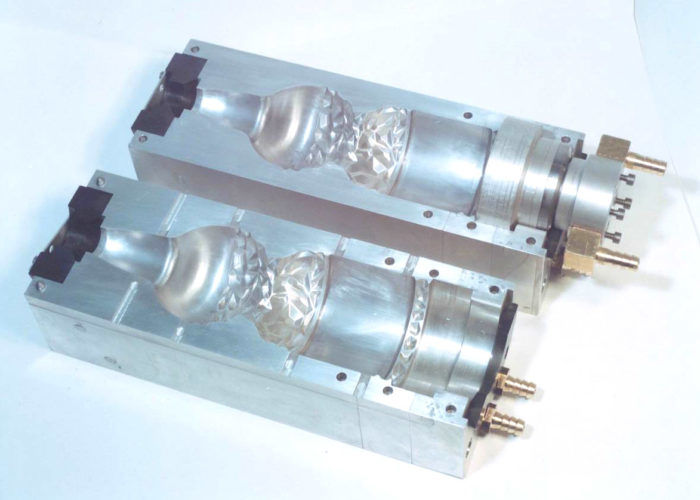
Этот метод подходит для многосерийного производства (от 1000 деталей) пластиковых корпусов. При литье пластика под давлением можно получать изделия сложной конфигурации из разных материалов (полимеров, металла и пр.). Технология состоит в литье разогретого материала под давлением в пресс-формы.
Пресс-форма – это устройство, точно повторяющее конструкцию будущего изделия. Высокое давление необходимо для того, чтобы пластик или металл заполнил все маленькие отверстия и углубления в пресс-форме. Неотъемлемым этапом изготовления пресс-формы является проектирование пресс-форм. Это гораздо сложнее, чем создание силиконовой формы.
Пресс-формы изготавливают из высококачественного металла на основе 3 D -модели. Они отличаются высокой долговечностью, прочностью и точностью. Пресс-формы используются во всех видах промышленности для получения пластиковых, металлических и прочих литьевых изделий.
Преимущества производства методом литья под давлением
- Невысокая себестоимость изделий при больших тиражах.
- Нет ограничений в конфигурации пластиковых изделий.
- Идентичность всех изделий и низкий процент бракованных изделий.
- Долговечность пресс-форм (компания KLONA предоставляет гарантию на пресс-формы на весь период сотрудничества).
- Одна пресс-форма может производить неограниченное количество изделий (любую изношенную деталь можно заменить новой). К тому же, существуют многоместные пресс-формы, которые позволяют производить десятки изделий за раз (например, колпачков для ручек).
- Высокая производительность: формирование и остывание одного корпуса происходит меньше чем за одну минуту (в зависимости от конфигурации может составлять от 5 секунд). Подробнее о видах пресс-форм читайте здесь.

Недостатки технологии серийного производства при изготовлении пресс-форм
- процесс проектирования пресс-форм может занимать несколько недель, что существенно оттягивает запуск производства;
- производство и проектирование пресс-формы даже для маленького пластмассового корпуса потребует больших затрат на старте производства.
Какое оборудование понадобится при производстве пластиковых изделий
 Все, кто занимаются строительством или любыми другими хозяйственными процессами знают, что без труб, утеплителей, емкостей, шлангов и прочего – самостоятельно нельзя сделать почти ничего. К тому же все эти пластиковые изделия имеют довольно хорошую прочность и не поддаются особому влиянию окружающей среды. Они никогда не гниют, имеют небольшой вес и высокую эластичность.
Все, кто занимаются строительством или любыми другими хозяйственными процессами знают, что без труб, утеплителей, емкостей, шлангов и прочего – самостоятельно нельзя сделать почти ничего. К тому же все эти пластиковые изделия имеют довольно хорошую прочность и не поддаются особому влиянию окружающей среды. Они никогда не гниют, имеют небольшой вес и высокую эластичность.
Итак, какие же базовые механизмы понадобятся вам для успешного и качественного производства изделий из пластмассы:
- электродвигатели, которые будут подавать электроэнергию для всего оборудования;
- машины для автоматической загрузки сырья в цилиндры экструдеров;
- экструдеры, в которых есть один или два параллельных червячных шнеков. Их используют при нагреве и перемешивании полимерных материалов;
- обязательным агрегатом для формирования будущего изделия является формирующая головка, которая прикрепляется к экструдеру;
- устройство для вытягивания формы;
- система охлаждения;
- отдельный прибор для измерения размеров готовой продукции;
- отдельный прибор для расфасовки готовой продукции.
 Экструдеры
Экструдеры
Также можно приобрести автоматический прибор, который будет доставлять продукцию на указанное место. Управлять им можно при помощи дистанционного пульта.
Дополнительные элементы
Как и другие линии производства, бизнес по изготовлению пластиковой тары требует помещения, которое оборудовано особым образом и в нем соблюдены все правила безопасности.

Выдувание тары
Также в помещении необходимо установить стеллажи для хранения готовой продукции и сырья. Потребуются:
- силосы (металлические емкости больших размеров, в которых будет находиться полимерный гранулат);
- вспомогательное оборудование (датчики температуры и давления, трубопроводы, электролиния).
Кроме этого, не стоит забывать и о людях, работающих на производстве. Линия по изготовлению пластиковой тары автоматизированная, но контроль специалистов необходим. Нужны операторы, прошедшие специальное обучение, обслуживающий персонал, который обеспечивает исправность оборудования и другие рабочие.
В качестве сырья для изготовления пластиковой тары выступает ПЭТ и термопластик. Молекулы пластика под действием высокой температуры полимеризуются и образуют крупные соединения, так увеличивается объем сырья.
Чтобы придать изделию необходимый оттенок, применяют красители. В момент производства часть изделий бракуется, но их можно перерабатывать и использовать как сырье. Так, получается безотходное производство.
Производители литьевых машин
Лидеры рынка – страны азиатского региона (Китай, Тайвань, Ю. Корея, Япония). Они занимают до 45% продаж всех ТПА. Первые изготовители в европейском регионе расположены в Польше, Германии, Чехии (до 30%).
Самое распространенное оборудование для литья пластмасс из азиатского региона
Заслуживает внимание своим качеством японская Nissei с образцами с 5-секторной настройкой температуры и нагревом загрузочного короба
Sumitomo выпускает 4 варианта. Заслуживают внимания образцы с прямоприводными шнеками на шаровых опорах. Экземпляры имеют высокую точность.
Toshiba – аппараты весьма дорогие, но имеет возможность загрузки ПО из интернета, роботизированное управление, звуковые ограничения.
Meiki выпускает аппараты с прямым управлением (Nadem) и системами инжекционного сжатия. Машины отличаются высокой скоростью.
Компания Toyo – лидер по количеству выпущенных экземпляров. Ее машины имеют системы балансировки колонн, погашения вибрации, сложные узлы впрыска.
JONWAI – тайваньский изготовитель с большим перечнем узкоспециализированных термопластавтоматов: для литья PET, PVC, реактопластов, а также для двухкомпонентного литья. Основной упор этой компании сделан на высокую надежность конструкции, что позволяет работать на таких ТПА десятки лет без капитального ремонта.
Японские образцы техники традиционно на очень высоком уровне, но и дорогие. Европейские имеют меньшее количество электронных усовершенствований, но они достаточно практичные.
Выбирать и купить оборудование для литья пластмасс под давлением рекомендуют под тип исходной загружаемой массы и под качества конечных изделий. Для более или менее толстостенной продукции и с объемными формами подойдут ТПА, для пленочных тонкостенных изделий (стаканчики, посуда) – термоформовочное оборудование, изготовление большой крепкой тары (бидоны, канистры) – экструзионно-выдувное.
2 Распространённые модели
На сегодняшний день, производители предоставляют широкий ассортимент термопластоавтоматов.

Термопластоавтомат от фирмы «SUMITOMO», модель SG50
Мощность и технические параметры – основные показатели, от которых зависит цена. Наибольшую популярность приобрели южнокорейские и японские бренды.
- Sumitomo. Четыре модели, которые оснащены прямым приводом шнека и шаровыми опорами. Отличительная особенность – высокая точность.
- 5-зонное управление температурой;
- подогрев загрузочного порта;
- работает не только от сети.
- Toshiba. Отменное качество и новейшие технологии.
- система управления напрямую контролирует процесс работы;
- загрузка программных пакетов через интернет;
- аппарат настраивается на звуковые ограничения.
2.1 Создание станка своими руками
Понадобится:
- шток с поршнем;
- трехчетвертная труба (цилиндр);
- пол дюймовый переходник;
- металлическая прокладка;
- термостат;
- тэн на 600 Вт;
- две гайки;
- коробка;
- штуцер.

Станок для плавки пластмассы сделанный своими руками
Порядок действий:
- Одеваем переходник на один конец цилиндра.
- Создаем сопло термопласта: соединяем штуцер с металлической прокладкой.
- Цилиндр с переходником накручиваем на сопло.
- Собираем блок управления из коробки и термостата.
- Шприц крепим к блоку управления и закрепляем гайками.
- С помощью слюды и жаростойкой нити крепим капиллярную трубку (термопару) к цилиндру.
- Наматываем тэн поверх цилиндра и термопары.
- Готовую конструкцию обматываем минеральной ватой и закрепляем ее алюминиевым шнуром.
Вот такую несложную конструкцию можно собрать своими руками.
Защитные устройства выступают в электронном, механическом, предохранительном виде, а также в качестве защитного кожуха (если нагревательный элемент).
Механическая система защиты закрывает пресс-формы. Защитный кожух нагревательного элемента обеспечивает безопасность во время использования оборудования.
Производство пластиковых изделий как идея для бизнеса
Главное достоинство проекта по запуску мини цеха — доступное и дешевое сырье. Низкая себестоимость изделия станет гарантом получения прибыли и увеличит рентабельность бизнеса.
Полимер как сырьевой источник имеет ряд важных технических характеристик, особенно с учетом его низкой цены.

Пластик выгодно отличается от других материалов: изделия из него обладают следующими преимуществами:
- мало весят;
- имеют высокий запас прочности;
- не боятся влаги;
- устойчивы к низким температурам.
Полимер пластичен, с ним легко работать. Дополнительный бонус — возможность многократной переработки. Все это увеличивает ценность полимера как сырья. Но нужно понимать, что с каждой последующей переработкой качество будет ниже. Исправить ситуацию помогут специальные составы. Их смешивают с вторичным сырьем, и тогда технические показатели пластика улучшаются.
Справка!Переработку полимеров классифицируют как утилизацию ненужного сырья и отходов промышленного производства.
Предприниматель может рассчитывать на некоторые бонусы:
- государственное финансирование;
- льготный кредит;
- налоговые послабления.
Изделия из пластика охотно покупают за границей, и бизнес имеет все шансы на расширение. Из семейного проекта в будущем может получиться масштабное предприятие с выходом на зарубежные каналы сбыта.
Производство изделий из пластмасс
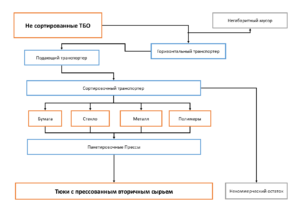
Основными операционными процессами переработки пластмасс и полимеров в процессе производства являются:
- подготовка материала к технологическому производству;
- выбор необходимого количества исходного сырья;
- таблетирование массы и предварительное разогревание (в некоторых случаях);
- формование заданного изделия;
- окончательная отделка механическим или станочным способом.
https://youtube.com/watch?v=sZfkUVlJ93M
Горячий метод формования
Главным для производства является получение качественной продукции при высокой производительности. Говоря о качестве изделия, упоминают о структурных молекулярных показателях:
- аморфные полимеры характеризуются ориентацией;
- кристаллизующиеся полимеры отличаются множеством надмолекулярных образований на всех этапах агрегации, поэтому используют способ заданной кристаллизации.
Надкристаллическая структура кристаллизующихся полимеров многообразна, поэтому материалы с одинаковыми свойствами при обработке в различных условиях дают изменяющиеся свойства деталей. Стабильность определенного набора свойств решается с помощью точного выбора и исполнения требуемых режимов обработки полимеров.
Предварительная сушка полимеров

Технологические карты процесса
Увеличение влажности материала на подготовительной стадии уменьшает его текучесть, избыток влаги снижает взаимодействие молекул и влияет на уровень гидролитической деструкции. Насыщение влагой уменьшает прочность, показатель удлинения при разрыве, сопротивление диэлектрическому проникновению. На поверхности детали после производства появляются белесые и серебристые разводы, волны, вздутия, пузыри, пустые поры, отслоения, трещины. Иногда такие дефекты проявляются только при прессовании.
Низкая влажность ведет к структурированию, которое является одним из видов деструкции, при этом снижается текучесть полимера. Изменение влажности может происходить не только в процессе производства, но и при эксплуатации. При этом разрушение детали повторяется в указанных параметрах. Сушка полимерных материалов используется для уменьшения влажности. Для материалов, склонных к термоокислительной деструкции применяется сушка в вакууме, это позволяет увеличить температуру и уменьшить время сушки.
https://youtube.com/watch?v=4HLYbf_9wYI
В процессе сушки применяют типы сушилок:
- барабанные;
- ленточные аппараты-конвейеры;
- турбинные камеры;
- вакуум-сушилки.
Чтобы уменьшить влажностные показатели порошкообразных и гранулированных термопластов используют бункер с системой подогрева. Иногда летучие вещества и влагу убирают в процессе расплава, при этом во время пластификации снимают давление на определенном шнековом участке. Как следствие, происходит расширение нагретых газов, которые удаляются с помощью вакуумного отсоса.
Таблетирование материалов
Формование в условиях сжимания пластмасс порошкообразного типа называется таблетированием для производства определенной формы таблеток с заданными параметрами плотности и размеров. В результате процедуры лучше дозируется сырьевая масса, из материала удаляется большая часть воздуха, что ведет к повышению теплопроводности.
Для процесса применяют таблеточные машины:
- гидравлические с выполнением 5−35 циклов за минуту;
- эксцентриковые — 16−40 циклов;
- ротационные — 65−605 циклов.
Предварительный разогрев материалов

Пластмассы относят к диэлектрикам и полупроводникам, они нагреваются в ТВЧ из-за поляризации зарядов элементарного порядка. Малое число свободных зарядов в диэлектрике ведет к появлению тока проводимости. Происходит смещение электрополя с некоторым запаздыванием по частоте из-за трения молекул. Количество тепла на выходе пропорционально частоте поля.
Основные тенденции на рынке производства пластмасс
- Ужесточение правил и норм на ТПА к производству, качеству и экологичности изделий и оборудованию.
- Создание декора на пластиковых изделиях повышает спрос на них и увеличивает объемы продаж.
- Создание и развитие смешанных технологий: гидравлика (сжатие) + электрическое (впрыск массы) ТПА.
- В связи с переходом с гидравлики на электричество снижение энергоемкости ТПА.
Преимущества электрического оборудования:
- малое электропотребление (по сравнению с гидравликой экономится до 60 % энергии);
- разрешается использовать в стерильных условиях (медицина). Электрические ТПА практически не имеют смазки; простота в управлении;
- увеличение производительности оборудования и его коэффициента использования посредством снижения времени цикла и повышения результатов пластификации и впрыска пластиковой массы;
Основной недостаток электрического ТПА – высокая стоимость.
Литье пластмассы в домашних условиях
Перед началом процесса необходимо подготовить площадь. Для такого оборудования, как мини ТПА отлично подойдет стол. Этот агрегат весит около 50 кг. Для такого станка потребуется 20% от максимальной электроэнергии за 10 часов работы.
К примеру, если мощность составляет 1,7 кВт, то за 10 часов потребуется 3,4 кВт. Станок предназначен для работы на одного человека. В процессе литья пластмассовых изделий необходимо выполнять все нормы техники безопасности и санитарии промышленности.
Чтобы произвести одно изделие, потребуется 40 секунд, то есть за час специалисты могут изготовить около 100 деталей.
Кроме этого, потребуется еще и дополнительное оборудование – это дробилка.
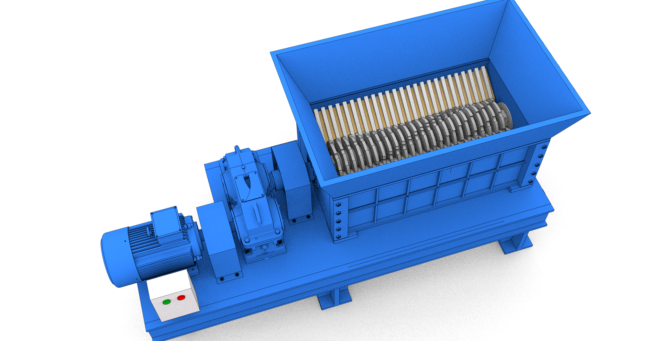 Дробилка для пластика
Дробилка для пластика
Мини-станок для литья пластмасс вводит массу сразу в деталь. Если полностью следовать инструкции и соблюдать все правила литья брака практически не бывает.
Часто мастера начинают домашнее производство с применения термопластов – материал непростой, требует к себе щепетильного отношения. Литье из этого материала подразумевает использование нескольких подготовительных этапов:
- тремопласт необходимо очисть от верхних слоев загрязнения;
- начинать плавление необходимо с небольших температур, повышая градусы на равное количество;
- для остывания формы необходимо применять резкий перепад температур.
Работать с таким материалом сложно, поэтому в домашних условиях лучше нанять помощника. Такое решение поможет равномерно провести все операции на станке, а также своевременно охладить изделие, не сломав стандартной формы.
Контроль качества
После изготовления труб, их следует направить в ОТК, где будет произведена проверка геометрических размеров изделий.
В частности, замеряются следующие параметры:
- Овальность;
- Диаметр наружной стороны изделий;
- Длину нарезанных частей;
- Толщину труб.
Сотрудники лаборатории, действуя согласно установкам нормативных документов, из полученной партии выберут образцы для проверки. Если исследуемые параметры будут в норме, то к партии прикрепляется документ о соответствии качества. Затем их отправляют заказчику.

Если резюмировать все вышеописанное, то становится понятно, что процесс изготовления пластиковых труб отличается продуманностью и автоматизацией. Для него не требуется значительных затрат как ресурсов, так и времени. Помимо прочего, при изготовлении практически не выделяется отходов, отсутствует негативное влияние на окружающую среду. А линию производства получится уместить в относительно малом помещении, по площади она займет менее 100 квадратных метров.
Процесс производства пластиковых изделий
Главным в процессе создания пластиковых изделий – это организация процесса и четкость выполнения
Важно придумать собственную схему и последовательность работы. Стоит внимательно изучить то, как все происходит:
- самым первым этапом является запуск газа в ранее подготовленную среду из полимера;
- после этого проходит совмещение резины или пластика;
- смеси поддаются специальным техническим обработкам и подготавливаются к созданию готовых изделий.
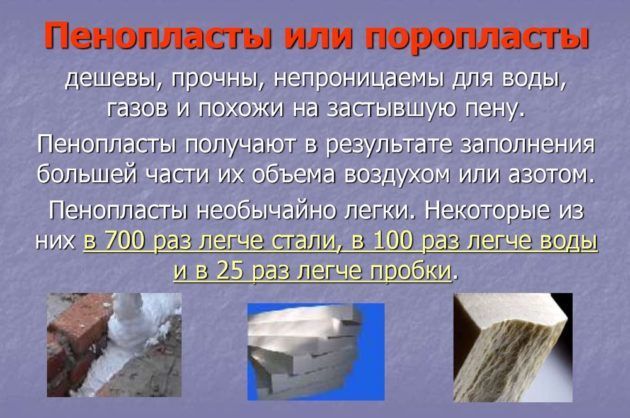
Люди уже на протяжении столетия отдают предпочтения пластмассовым изделиям, в отличие от полиэтиленовых. Они устойчивы к резким перепадам температур и внутреннему давлению. Также есть отдельная классификация пластмассовых изделий, которые заполняются газом. Их обычно используют для утепления зданий. Это пенопласты и поропласты. Для примера, пенопласты имеют замкнутые поры, что позволяет им удерживать тепло. А вот поропласты, наоборот, открытые.
Классификация пластмасс
В зависимости от состава:
- Листовые термопластмассы – винипласт, органическое стекло. Они состоят из смолы, стабилизатора и пластификатора небольшого объема.
- Слоистые пластики – гетинакс, стеклотекстолит, текстолит – пластмасса, в состав которой входят наполнители бумаги или ткани.
- Волокниты – стекловолокна, асбестовые волокна, хлопчатобумажные волокна. Наполнители в этой пластмассе волокнистые.
- Литьевые массы – пластики из смолы, являющейся единственным компонентом в массе.
- Пресс-порошки – пластмасса с порошкообразными наполнителями.
По области применения:
- Теплоизоляционные – применяются в строительстве (пенопласт, поропласт и другие. Это газонаполненная пластмасса).
- Химически стойкие – применяются в промышленности (полиэтилен, винипласт, полипропилен, фторопласт).
- Конструкционные (стеклотекстолит, текстолит и другие).
- Пресс-порошки – пластмасса общего назначения.
В зависимости от связующего материала:
- Эпоксипласты (для связки используются эпоксидные смолы).
- Фенопласты (связующее вещество – фенолформальдегдные смолы).
- Аминопласты (меламинофармальдегидные и мочевиноформальдегидные смолы используются как связующее вещество).

- термореактивными – при нагреве становятся мягкими и плавятся, но после проведения некой химической реакциипластмасса твердеет и становится нерастворимой и неплавкой. Ее нельзя будет использовать повторно, переплавка бесполезна. Такая пластмасса годна как наполнитель при создании пресс-порошков;
- термопластичными – такие пластмассы легко плавятся при нагревании и твердеют при охлаждении. Этот материал можно переплавить и изготовить из него новое изделие, однако его качество будет несколько ниже.
Технология изготовления пластмассы
Все технологические мероприятия выполняет вакуумное оборудование. Контролирует процесс и управляет работой агрегата оператор.

В качестве сырьевой базы применяют:
- поликарбонат;
- поливинилхлорид;
- полиэтилен;
- термопластик.
Какой конкретно вид материала выбрать, зависит от изделия и области его использования. Все перечисленное сырье соответствует требованиям качества, а еще его можно окрасить в нужный цвет.
Технологический процесс состоит из трех этапов:
- создается матрица — точная копия изделия. Форму делают из материалов, устойчивых к высоким температурам. Чаще всего — из алюминия, стекловолокна, термических видов смол;
- пластику придают необходимую форму — полимерный лист закрепляют. Затем нагревают до состояния гибкости. Процесс происходит в специальном агрегате. Матрицу устанавливают внутрь оборудования заранее. Когда пластик начнет растягиваться, лист в автоматическом режиме подается в матрицу. Гибкий полимер плотно облегает форму. Далее к работе подключается вакуумный насос. Устройство удаляет фрагменты воздуха, образовавшегося в месте соединения заготовки с пластиком. После того, как полимер обтянет матрицу максимально плотно, срабатывает автоматика. Изделие охлаждается. Каркас извлекают из формы;
- завершающий этап — доработка изделия. Удаляют фрагменты полимерного листа, делают нужные отверстия, если необходимо — вставляют крепления и фиксаторы.
Готовое изделие попадает на транспортер и поступает на покраску. Затем — на упаковку и дальнейшее хранение на склад.
Методика изготовления
Алгоритм для реализации любых типов пластиковых продукций:
- образование однозначного химического состава;
- в среду полимеров вводится газ;
- полученной массе придают нужную отливку;
- установка конечной формы.
Они исчезают при нагревании или введении под давлением газа. Методика изготовления зависит от вида полимера и изделий. Способов осуществления изделий из пластмасс имеется несколько:
- присутствие отливок – пластиковая масса превращается в жидкость и заливается в различные формы, аналогичные готовой продукции. Вследствие чего образуется довольно много предметов: посуда, канцтовары;
- термоформование;
- компрессионное формование – в процессе изготовления нужное число материала помещается в форму, половинки соединяются, а потом образуется готовая деталь;
- инкапсуляция;
- вакуумное формование – требуемые формы получают из листов пластика под разным давлением;
- формование наслаиванием;
- выдув – подогретая масса заливается в форму. Форма закрывается и наполняется воздухом. Полимер растекается по всей внутренней поверхности в равных количествах;
- экструзия – происходит размягчение массы и подавление ее через матрицу, которая образует требуемую форму;
- прессионное формование – заготовка сжимается внутри формы, лишний материал выходит через щели.