Буратор. сверлильный станок для печатных плат
Содержание:
- 2 Конструкция станка
- Метки: мини дрель, для печатных плат, самоделка, электронные поделки
- 1 Общая информация
- Комплектование процесса производства
- Выбор финишных покрытий печатных плат
- Реализуемые конструкции печатных плат
- Материалы
- Обоснование требований электронно-вакуумной гигиены (ЭВГ) в производстве печатных плат
2 Конструкция станка
Конструкция мини-станка для обработки печатных плат имеет довольно простую схему. По сути, этот станок мало чем отличается от стандартных сверлильных моделей, только он намного меньше и имеет несколько нюансов. Практически всегда мы рассматриваем настольный сверлильный мини-агрегат, так как он будет иметь размеры, что редко превышают отметку в 30 см.
Если рассматривать самодельный образец, то он может быть чуть больше, но только за счет того, что человек, который собирал его своими руками, просто не смог оптимизировать конструкцию должным образом. Такое бывает, если под руками попросту не находится подходящих деталей.
Опишем сейчас непосредственно конструкцию станка, а также детали, из которых его надо изготовить. В качестве основных составляющих при сборке мини-устройства для сверления плат используют:
- станину;
- переходную стабилизирующую рамку;
- планку для перемещения;
- амортизатор;
- ручку для манипуляций с высотой;
- крепление для движка;
- движок;
- блок питания;
- цангу и переходники.

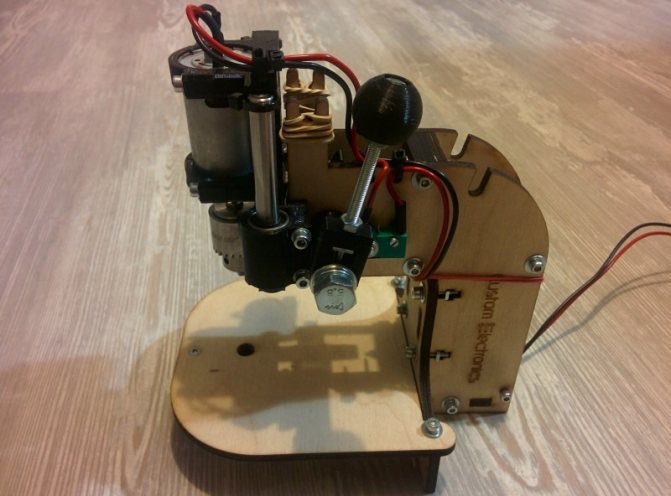
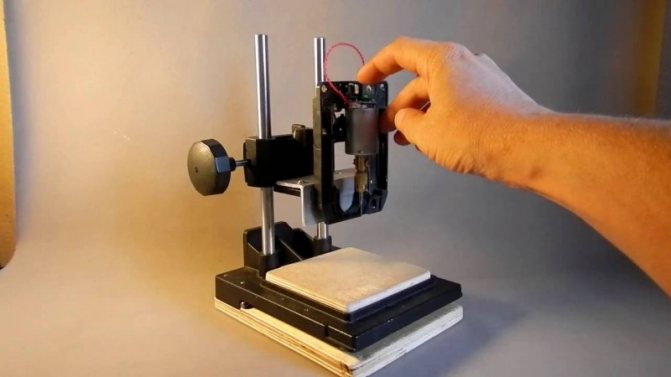
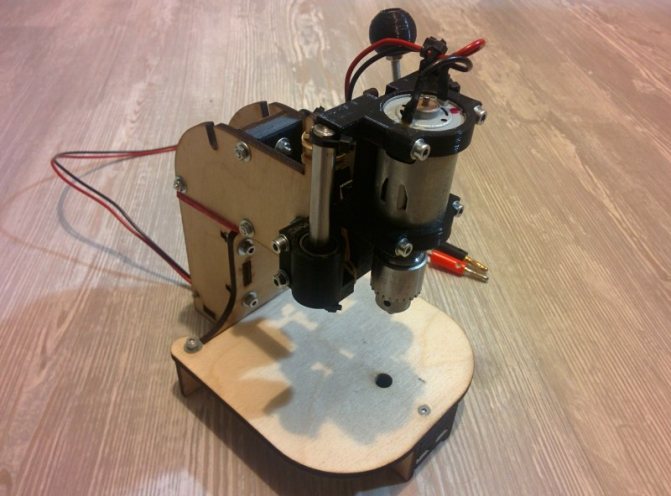
Так выглядит готовый самодельный сверлильный станок для печатных плат
Итак, список используемого оборудования достаточно объемный, но на самом деле ничего сложного здесь нет.
2.1 Разбор конкретных деталей
Обратимся теперь к конкретным деталям, что уже были названы выше, а также дадим рекомендации по их подбору.
Для начала отметим, что мы сейчас описываем самодельный станок, который по сути можно собрать из подручных средств. Конструкция заводских образцов отличается от описанной нами только применением специализированных материалов и деталей, которые в домашних условиях создать практически невозможно. Придется покупать.
Станину желательно делать из тяжелой металлической рамки. Вес ее должен быть больше, чем вес всей остальной конструкции. Причем расхождение может быть довольно внушительным. Только так вы добьетесь стабильности агрегата во время работы. Особенно это касается моделей, что собираются своими руками.
И не стоит обманываться, когда видите приставку мини. Мини-станок – это такой же станок, и он все так же требует качественной стабилизации. Под станину часто прикручивают ножки или что-то подобное, чтобы дополнительно зафиксировать ее положение.

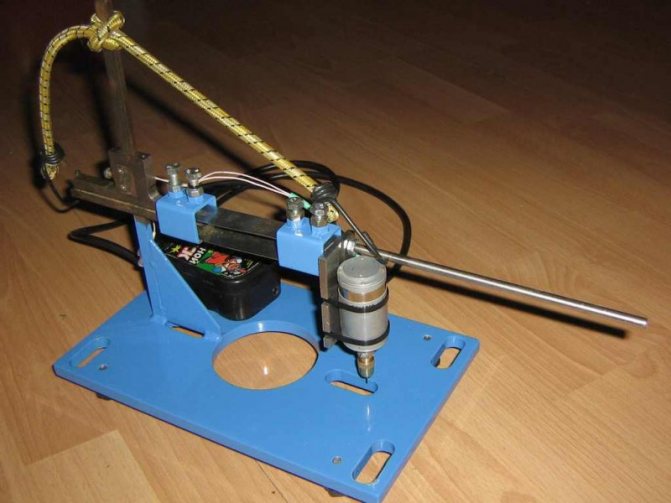
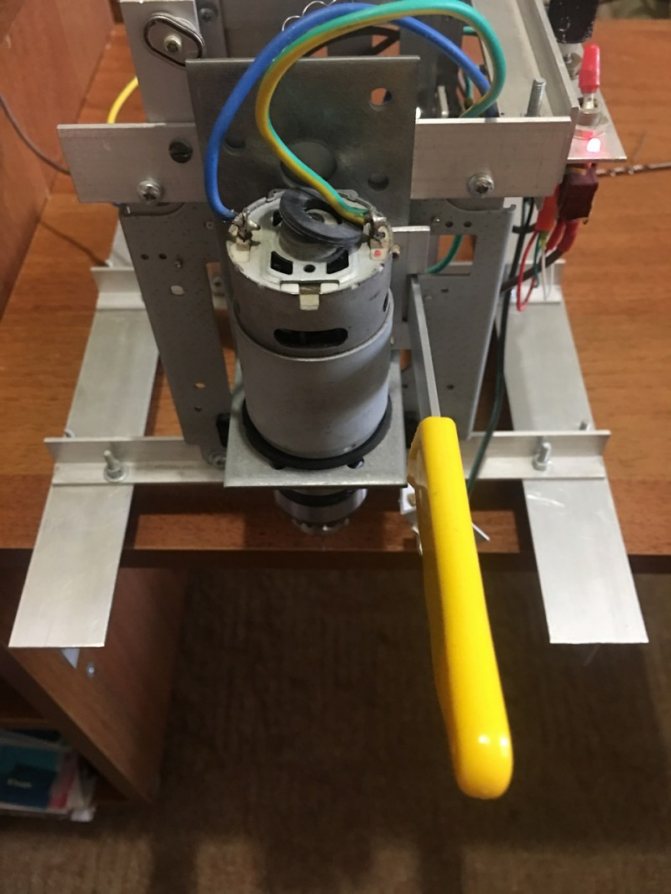
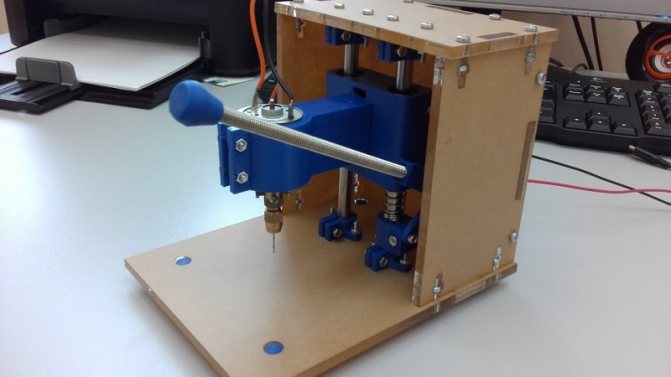
Самодельный сверлильный станок со стабилизационной рамкой
Стабилизирующая рамка является креплением для всего механизма. Ее делают из рейки, уголка или чего-то подобного. Предпочтительно использовать деталь. Планка для перемещения может быть самой разнообразной конструкции и часто совмещается с амортизатором. Иногда, амортизатор и сам является планкой для перемещения.
Эти две детали выполняют функции вертикального смещения станка во время работы. Благодаря им, станок можно быстро и без лишних усилий эксплуатировать.
Ручка для манипуляций крепится непосредственно к корпусу станка, амортизатору или стабилизирующей рейке. С ее помощью можно осуществлять давление на конструкцию, опуская и поднимая ее по своему желанию.
К стабилизирующей рамке уже прикрепляют планку для двигателя. Это может быть даже обычный деревянный брусок. Его задача – вывод движка на нужное расстояние и его надежная фиксация.
Движок монтируют на крепление. В качестве движка тоже можно пользоваться огромным количеством деталей. Начиная от дрели, и заканчивая движками, что сняты с принтеров, дисководов и другой офисной техники.
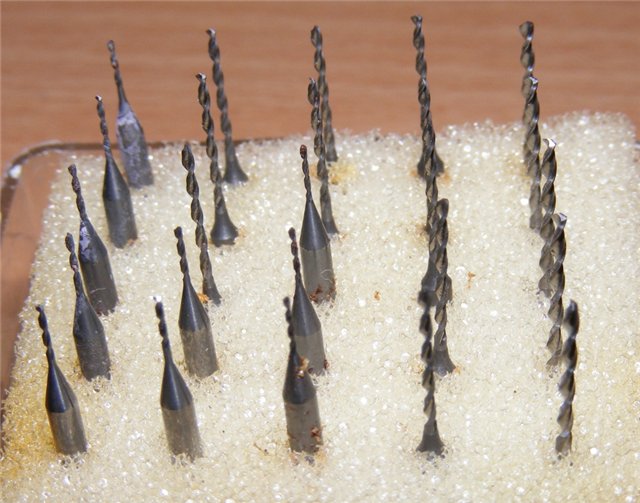
Сверла для сверления отверстий в печатных платах
К движку цепляют цанги и переходники, которые будут основание для крепления сверла. Тут уже можно дать только общие рекомендации, так как переходники всегда подбираются индивидуально. Влияние на их выбор окажет вал двигателя, его мощность, тип используемого сверла и т.д.
Блок питания для мини-станка подбирается такой, чтобы он мог обеспечивать движок нужным напряжением в достаточных количествах.
2.2 Технология сборки станка
Теперь обратимся к общему алгоритму, по которому ведется сборка агрегата для сверления печатных плат своими руками.
Этапы работы:
- Монтируем станину, крепим к ней ножки.
- Устанавливаем рамку держателя основной конструкции на станину.
- Крепим к рамке механизм перемещения и амортизатор.
- Монтируем крепление для движка, как правило, оно фиксируется на рамку перемещения.
- Устанавливаем ручку на крепление для двигателя.
- Устанавливаем движок и регулируем его положение.
- Прикручиваем к нему цангу и переходники.
- Монтируем блок питания, подключаем его к движку и сети.
- Подбираем и фиксируем сверло.
- Тестируем работу механизма.
Все соединения и их тип можете подбирать по своему усмотрению. Однако рекомендуется использовать болты и гайки, чтобы иметь возможность в нужный момент разобрать конструкцию, заменить ее составляющие или улучшить всю схему действия станка.
Метки: мини дрель, для печатных плат, самоделка, электронные поделки
Комментарии 33
Честно? Это изврат, не надо людям советовать такую ерунду собирать. И уж тем более не надо сверлить ПП ручной сверлилкой. Разве что точность вам не важна и имеется халявный вагон со свёрлами.
Движок найти не проблема, а вот патрон без биений — тот ещё гемор. И стоят шо паровоз.
Вот у меня такой. Год пользуюсь.
Хорошие каленые сверла ломаются такой сверлилкой легко. У меня подобная сделана, ей хорошо сверлить только копеечными сверлами, а их хватает не на долго. Все собираюсь в виде станочка его оформить и все никак не соберусь)
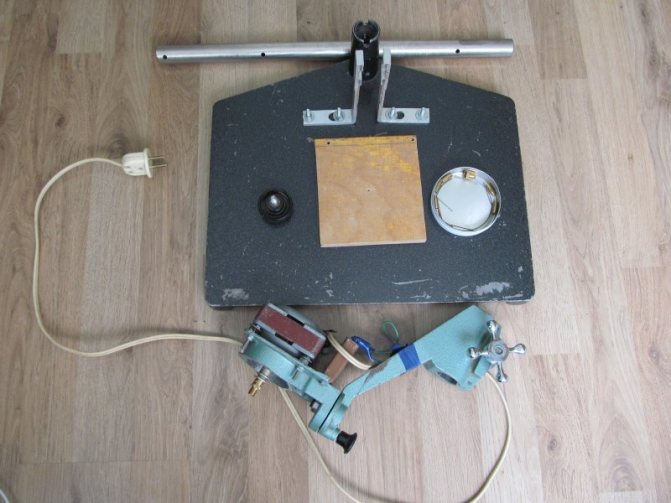
Мало того, карбидные свёрла ещё не лезут в этот патрон. Тоже всё никак отчёт не сваяю. Станину из фотоувеличителя сделал.
Блинн Совсем недавно выбросил фотоувеличитеть блиннн — лежал лет 30 в шкафу…блинн
У меня не было, по знакомым поспрошал- отдали ненужный. А на Авито глянул — там одни оптимисты собрались
1 Общая информация
Любой станок – это специальный прибор, который собирают из нескольких составляющих. Задача этого прибора заключается в придании человеку возможности обработать тот или иной инструмент с большой точностью. То есть практически исключить из процесса конкретно ручной труд.
Это совершенно необходимо в работе, где нужна точность. Если при этом используется деталь из металла или любого точного материала, то без использования станка вам будет просто не обойтись.
Станок состоит из станины, переходников, установки под движок и еще нескольких механизмов. Все они собираются в единую конструкцию, что жестко зафиксирована в одном или нескольких положениях.
Стандартные и самые дешевые станки или мини-станки, если мы говорим об оборудовании, что предназначается для обработки миниатюрных деталей, могут перемещаться только по одной оси. То есть перемещение рабочего сверла выполняется сверху вниз. Это базовая функция станка, без которой его и станком назвать-то нельзя.

Пневматическое горное сверло для станка
Более продвинутые модели можно точно настраивать на определенную координату, которая выставлена на столе. Это уже могут быть даже полуавтоматические или автоматические модели.
Как вы сами понимаете, именно четкая фиксация на прочной раме и возможность практически исключить человеческий фактор непосредственно в выполнении работ по сверлению – это основной плюс станков.
1.1 Особенности станков для печатных плат
Станки для печатных плат – это одна из разновидностей подобного оборудования. Вот только такие агрегаты, как правило, являются мини-образцами. И это вполне очевидно, ведь работать на них необходимо с печатными платами.
Для образования единых стандартов в электротехнике и создания устойчивого основания были введены печатные платы. Производят их из диэлектрика, на который прикручивают или припаивают различного рода детали и соединения.
Плата может содержать на себе как мелкий транзистор и вывод к нему от элемента питания, так и огромное количество деталей, столь миниатюрных, что неподготовленный человек их даже не рассмотрит (речь идет о компьютерном оборудовании).
Конечно, в данной ситуации стоит отметить огромное количество печатных плат, что различаются по своей конструкции, используемому материалу и т.д. Но отметим, что все они являются разновидностью одного элемента, что выполняет функции основания для микросхем.
Простейшие платы оборудуют дополнительными элементами за счет их прикручивания и последующей пайки. Как вы сами понимаете, для прикручивания деталей необходимо проделать в плате отверстия.
Причем проделывать надо их с филигранной точностью. Расхождение даже в полмиллиметра может быть если не фатальным, то очень ощутимым. Особенно если вы собираетесь заполнить плату полностью.
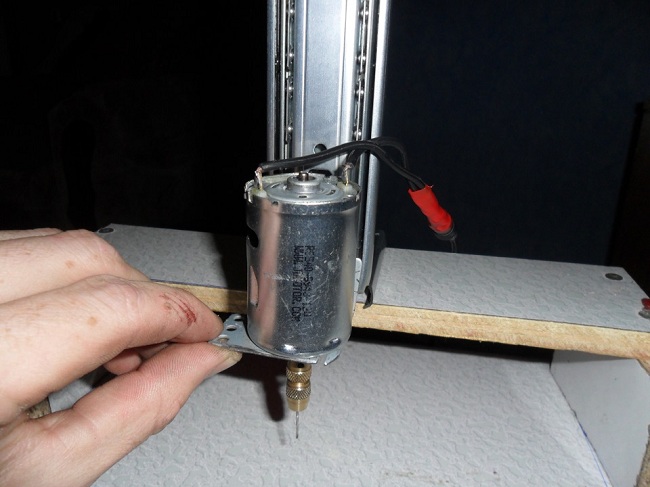
Установка сверла на станок
Чего только стоит тот факт, что сверла для мини-станка по печатным платам в своем диаметре могут начинаться от образцов в 0,2-0,4 мм. И это если говорить о дешевых станках. Более продвинутое оборудование для создания сложных микросхем будет использовать еще более миниатюрные инструменты.
Как вы сами понимаете, обрабатывать подобные детали вручную – дело не из легких. Даже если вам и получится сделать парочку отверстий в нужном месте и нужной толщины, то займет этот процесс слишком много времени, а результат может быть испорчен единственной ошибкой.
Использовав же станок для печатных плат, работа существенно упрощается и становится практически механической. Равно как и повышается ее производительность. Да и конструкция такого оборудования сложностью не отличается, поэтому создать его можно своими руками.
Комплектование процесса производства
Оборудование для гальванических и химических процессов ориентируется на конкретный набор химикатов, которые используются при прямой металлизации, иммерсионных процессах, для гальваники и прочих концентратов, их применение избавляет данное производство от необходимости проведения химических анализов.
Достаточно высокая производительность у растровых лазерных фотоплоттеров обеспечивается фотошаблонами, что позволяет организовать трехсменную работу производства. Другими словами, изготавливать рабочие фотошаблоны сразу без фотооригиналов. Таким образом будут устранены существенные потери времени.
Выбор финишных покрытий печатных плат
Резисты (металлорезисты, фоторезисты,
краски) определяют выбор травящих
растворов, подготовку монтажных
поверхностей печатной платы к пайке и
последовательность операций перед нанесением
паяльной маски. Это один из критериев
выбора финишных покрытий. В таблице 2
показаны основные системы травителей для
различных резистов.
| Резисты | Травящие растворы | Качество рисунка |
| Гальванический сплав олово-свинец | Аммиачный комплекс хлорной меди | Хорошее |
| Гальваническое золото | Любые | Отличное |
| Гальванический никель | Хлорная медь | Хорошее |
| Гальваническое серебро | Хлорное железо или железо | Удовлетворительное |
| Фоторезисты | Хлорная медь или железо | Отличное |
| Трафаретные краски | Хлорная медь | Плохое |
Таблица 2. Травящие растворы по различным типам резистов
Другим критерием выбора является
качество поверхности, которое обеспечивают
финишные
покрытия для сборки
узлов и пайки компонентов. В таблице 3
приведены такие оценки.
| Вид поверхности, характеристики | Гальванические | Иммерсионные | HAL процесс | Пассивация орг.ингибиторами | Палладий | Серебро | |||
| олово-свинец | никель | олово | Ni/Au | Олово | |||||
| Воспроизведение рисунка, мм | 0,2 | 0,2 | 0,12 | 0,05 | 0,10 | 0,15 | 0,05 | 0,05 | 0,07 |
| Паяемость | Отл. | Неуд. | Отл. | Хор. | Отл. | Отл. | Отл. | Отл. | Хор. |
| Повторная пайка | Отл. | Удовл. | Отл. | Хор. | Удовл. | Отл. | Удовл. | Отл. | Отл. |
| Компланарность | Отсутствует | Отл. | Хор. | Отл. | Отл. | Отсутствует | Отл. | Отл. | Хор. |
| Надежность паек | Отл. | Плохая | Хор. | Хор. | Удовл. | Отл. | Удовл. | Хор. | Хор. |
| Использование как металлорезиста | Можно | Возможно | Можно | Невозможно | Невозможно | Невозможно | Невозможно | Можно | Можно |
| Затраты относительно тентинг-проценсса | 120% | 115% | 120% | 110% | 130% | 100% | 90% | 110% | 115% |
Таблица 3. Оценки финишных покрытий поверхностей монтажных элементов
Для выбора финишных покрытий
предлагается два варианта.
Вариант 1.
Если предпочтение
отдано схеме процесса, по которой при
травлении рисунка для защиты используется
металлорезист (КПМ), то в выборку попадают
сплав олово-свинец, олово, никель, палладий
и серебро. Из них по паяемости без
оплавления лучшими могут быть олово,
палладий и серебро. По устойчивости к
электрохимическим отказам выгодно
отличаются палладий и олово. По стоимости —
предпочтительней олово.
Травление меди по оловянному
металлорезисту осуществляется в аммиачном
комплексе хлорной меди — универсальном
травящем растворе. Этот состав пригоден в
том числе для травления меди по фоторезисту.
Таким образом, в качестве металлорезиста и
покрытия под пайку целесообразно
использовать олово (точнее, олово со
следами кобальта). Соответственно, в
качестве травителя — аммиачный комплекс
хлорной меди.
Вариант 2.
Если требуется
изготавливать платы не выше 4 класса
точности по тентинг-процессу, в качестве
финишного покрытия, как правило, используют
горячее
облуживание по паяльной маске. В
последнее время начинают использовать
покрытия органическими ингибиторами ( OSP ),
сохраняющими способность плат к пайке в
течение длительного времени .
Реализуемые конструкции печатных плат
На рисунке 6 показана структура
многослойной печатной платы , реализуемая в
прототипном
производстве . Нет необходимости
говорить, что конструкция двухслойной (
двухсторонней ) проще в реализации и
доступнее для начала освоения производства.
Рис. 6. Типичная конструкция многослойной печатной платы для высокоинтегрированной элементной базы
Следовательно, прототипные
производства — лишь небольшая часть (модель)
полноценного промышленного производства
печатных плат. Такие
производства успешно функционируют и
обеспечивают нужный уровень качества,
рентабельность в выпуске опытных образцов,
отработку проектов для передачи продукции
в серийное
производство.
Если интерес производителя ограничен
двухслойными печатными платами, из этой
спецификации исключаются пресс
и оборудование
для очистки отверстий.
В таблице 4 представлен перечень
оборудования для прототипного
производства печатных плат
| # п/п |
Операция |
Оборудование |
| 1 |
CAD/CAM — технологическая |
Рабочее место и программное обеспечение для электронной обработки документации и формирования управляющих программ для оборудования |
| 2 |
Фотоплоттер, темная комната, неактиничное освещение |
|
| 3 | Проявление, фиксация фотопленок |
Кюветы, либо специальное фотонаборное оборудование |
| 4 | Сверление базовых отверстий по реперным знакам |
Сверлильный станок с оптическим прицеливанием или специальная установка сверления базовых отверстий |
| 5 | Обеспечение работы сверлильных станков сжатым воздухом |
Компрессор с ресивером |
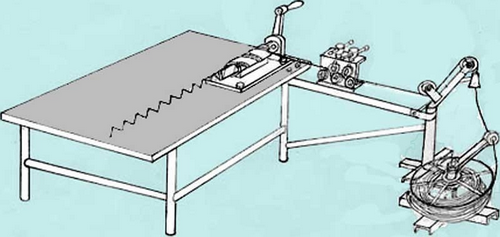
| 6 | Нарезка заготовок стеклотекстолита |
Гильотинные ножницы |
| 7 | Зачистка поверхностей печатных плат |
Зачистная машина |
| 8 | Очистка фольгированных поверхностей в растворе активации |
Кюветы для декапирования |
| 9 | Ламинирование фоторезиста | Ламинатор |
| 10 | Экспонирование фоторезиста | Устройство ультрафиолетового экспонирования |
| 11 | Проявление фоторезиста |
Линия струйной обработки, заправленная содовым раствором |
| 12 |
Травление рисунка внутренних и наружных слоев |
Линия струйной обработки, заправленная кислым раствором хлорной меди |
| 13 | Удаление фоторезиста после травления |
Линия струйной обработки, заправленная щелочью |
| 14 | Отмывка слоев от технологических загрязнений |
Кюветы с дистиллированной водой |
| 15 | Контроль рисунка | Визуальный с бестеневой лупой или установка автоматической оптической инспекции ( AOI ) |
| 16 | Прессование слоев многослойных печатных плат |
Пресс или автоклав |
| 17 | Сверление сквозных (монтажных и переходных) отверстий |
Сверлильный станок |
| 18 | Очистка сквозных отверстий после сверления |
Медные кюветы |
| 19 | Прямая металлизация и гальваническое меднение сквозных отверстий |
Линия прямой и гальванической металлизации |
| 20 | Контроль толщины металлизации |
Прибор контроля металлизации вихретоковым методом |
| 21 | Нанесение отверждаемой композиции для маски |
Установка сеткографической печати для паяльной маски |
| 22 |
Горячее лужение, очистка отверстий от |
Флюсователь заготовок, установка горячего лужения |
| 23 | Очистка поверхностей под осаждение контактных покрытий |
Вибрационная полировочная машина |
| 24 | Гальваническое золочение на подслой никеля ламелей печатных разъемов |
Установка гальванического золочения \ никелирования |
| 25 | Очистка воды для растворов | Бидистиллятор |
| 26 | Очистка промывных вод для замкнутого водооборота или сброса |
Установка ионообменной очистки |
| 27 | Финишная отмывка плат от технологических загрязнений |
Ванна ультразвуковой отмывки с подогревом |
| 28 | Корректировка растворов | Весы лабораторные квадрантные |
| 29 | Химический анализ и корректировка растворов |
Комплект химической лаборатории |
| 30 | Комплект химикатов для работы в химических линиях, набор инструментов для сверления и фрезерования печатных плат |
Растворы проявления, травления, снятия фоторезиста, концентраты для прямой и гальванической металлизации, инструмент. |
| 31 | Нанесение защитного покрытия |
|
| 32 | Упаковка готовых печатных плат |
Установка вакуумной упаковки |
Отдельно оценивается тестирующее
оборудование, необходимое для
электрического контроля многослойных
печатных плат. Для прототипного
производства наиболее подходит система «летающих
зондов» (Fly Probe). Она легко встраивается в
многономенклатурное производство. Также
для контроля используется установка автоматического
оптического контроля ( AOI ).
Материалы
Для работы понадобятся:
- Мотор с мощностью не менее 100 Ватт. Он должен делать не менее двадцати тысяч оборотов за одну минуту.
- Патрон с диаметром в промежутке от 0,5 до 1,5 миллиметров.
Все остальные действия осуществляются по тому же принципу, что и у других станков. Если возникают сомнения, лучше всего сверить свои действия с чертежами или посмотреть видео на ютубе.
Картинки сверлильного станка тоже помогут не сбиться с верного пути. Как сделать сверлильный станок своими руками расскажет статья, а все усилия будут награждены красивыми работами с просверленными элементами!

Отдельно следует отметить, что создание станка для сверления может стать хорошим способом для объяснения основных законов ребенку, в первую очередь мальчику.
В подростковом возрасте появляться желание делать что-либо своими руками и начинать разбираться в различных механизмах. Такой домашних станок для сверления позволит разобраться в его принципах работы, его составление собственными руками под присмотром взрослых позволит научиться разбираться в тонкостях конструкторского дела и разовьет техническое мышление, которое крайне сильно сможет пригодиться в будущем, при работе с машинами и другими техническими элементами, встречающимися в быту и других сферах жизни.

Также такие работы могут объединить семью и повлиять на выбор будущей профессии.
Создание станка для сверления своими руками — отличная возможность сэкономить деньги, проявить творческую фантазию и смекалку. Многие отмечают, что у различных технических элементов, созданных своими руками есть ряд преимуществ.
Они выигрывают у дешевых китайских аналогах которые часто и быстро ломаются не выдерживая нагрузок. При создании собственного сверла можно предположить, где случится поломка и исправить ее, ведь есть точное понимание о том как устроен механизм и в каком месте мог возникнуть какой-либо сбой.

Собственное сверло заточено под особенности именно вашей физиологии — под правшу или левшу, под рост и комплекцию. Все это облегчает работу и делает процесс приятным, вдохновляя на все новые переделки и свершения. А у хорошего хозяина работа всегда ладится отлично!
Обоснование требований электронно-вакуумной гигиены (ЭВГ) в производстве печатных плат
Для достижения высокого технического уровня сложности печатных плат недостаточно укомплектовать производство прецизионным оборудованием, обязательным становится дополнительное инженерное обеспечение условий производства — создание гермозон с атмосферой, контролируемой по запыленности, температуре, влажности и избыточному давлению.
Требования по ограничению к запыленности в первую очередь относятся к участкам фотошаблонов и «сухой» фотохимии, так как воспроизводимость проводников и зазоров для плат 4–5 классов точности и выше становится соизмеримой с размерами пылинок в обычной атмосфере. Недостаточный уровень вакуумной гигиены приводит к обвальному браку прецизионных плат или к большому объему ретуши на обычных платах.
Требования по стабильности температуры и влажности относятся ко всем участкам, отвечающим за прецизионность размеров и совмещение рисунка схем: фотошаблонов, экспонирования, проявления, сверления, совмещения слоев, прессования. Значения температуры и влажности должны не только укладываться в узкий диапазон, но и быть одинаковыми на всех этих участках, иначе изменения линейных размеров фотошаблонов, заготовок плат, слоев и оборудования приведут к рассовмещению элементов многослойных структур и появлению брака или потенциальных источников отказов.
Если кратко, то точность изготовления фотошаблонов определяется:
- типом применяемого оборудования;
- типом применяемого материала (фотопленки);
- соблюдением электронно-вакуумной гигиены;
- соблюдением технологического процесса.
Как показывает опыт изготовления фотошаблонов на многих предприятиях, имеющих различные типы фотоплоттеров, при равных заявленных технических возможностях, наиболее точными являются барабанные фотоплоттеры, например SLEC 5088A (рис. 1). Это обусловлено конструкционными особенностями , а именно: наличием только поступательного движения лазерной каретки и синхронизированной (постоянной) скорости вращения барабана против неравномерного (не однонаправленного) движения в планшетных системах, требующих более сложной системы управления и более длительного времени калибровки. Движение сканирующего типа в планшетных фотоплоттерах предъявляет высокие требования к точности ориентации осей, величине допусков на зазоры подвижных частей, что отражается на стоимости и не всегда является оправданным. Специальное программное обеспечение «резиновый лист» позволяет скорректировать искажения, вносимые погрешностями в изготовлении деталей барабанного фотоплоттера при засветке фотошаблона.
Существует заблуждение, что одним из преимуществ планшетного фотоплоттера является возможность прорисовки различных типоразмеров фотошаблонов, а на фотоплоттерах с внешним барабаном это невозможно из-за срыва фотопленки с барабана в момент засветки лазером.
В «топовых» моделях барабанных фотоплоттеров предусмотрена возможность загрузки различных типоразмеров фотопленок, что реализуется посредством изменения области вакуумного прижима фотопленки. Но использование множества различных типоразмеров заготовок, как правило, экономически нецелесообразно, а иногда и технически невозможно.
Фотопленка срывается с вращающегося на большой скорости барабана только в случаях, когда она не соответствует типоразмеру, применяемому на фотоплоттере (то есть недостаточно силы вакуумного прижима), когда фотопленка имеет механические повреждения (деформация, сгибы, прорывы и т. д.) и когда параметры ЭВГ не соблюдены (то есть температура и влажность не соответствуют предъявляемым к данному помещению требованиям). Учитывая, что деформация фотопленки зависит от изменения температуры, влажности и технологии подготовки фотопленки (термостабилизации и стабилизации влажности фотопленки в помещении), срыв пленки с барабана фотоплоттера может указывать на одну из приведенных причин. Исключение данного эффекта позволит в дальнейшем избежать изготовления фотошаблонов с неконтролируемыми деформациями и будет гарантировать стабильность получаемых результатов, то есть высокую повторяемость.
Основным требованием, предъявляемым к проявочным процессорам, является наличие автоматической системы дозирования растворов проявителя и фиксажа с системой фильтрации рабочих растворов и микропроцессорное управление, позволяющее программировать режимы (температуру, время обработки, объем дозирования растворов), например GROWNS P-250 (рис. 2).