Как производят архитектурное стекло
Содержание:
- Главные компоненты в стеклопроизводстве
- Художественное матирование стекла
- Художественная обработка и резка стекла
- Основные методы производства стекла
- Необходимое оборудование для производства стекла
- Производство энергосберегающего стекла
- Технология изготовления стекла
- Переход на новые способы производства оконного стекла – флоат-процесс
- Технология обработки определенного вида стекла
Главные компоненты в стеклопроизводстве
Свойства и характеристики любому материалу предают те элементы, которые входят в его состав. Шихта для выплавки стекла включает в себя следующие обязательные типы ингредиентов:
- базовый элемент;
- оксиды различных металлов щелочной группы;
- вещества, которые отвечают за определенные свойства;
- вспомогательные компоненты.
Кварцевый песок
Основным элементом при изготовлении стекла является кварцевый песок или оксид кремния. Этот компонент широко распространен. Добывают его открытым способом. Поэтому стоимость кремнезема относительно невысока. В среднем по рынку цена за 1 тонну обработанного кварцевого песка лежит в диапазоне 3–4 тысяч рублей.
Под обработкой этого компонента подразумевается его очистка от различных примесей и дробление до нужной фракции. Обычно, для шихты используют размер частицы 0,1–0,6 мм. После этого песочная смесь фасуется в мешки по 25 или 1000 кг и отправляется на стекольное производство. К основным достоинствам кварцевого песка относят:
- стойкость к химическим реакциям;
- невосприимчивость к физическим воздействиям;
- высокую сыпучесть, которая повышает точность дозирования.
Песочная смесь (ПС) для стекольного производства состоит из следующих компонентов:
- кремнезем (свыше 95%);
- оксид железа (до 0,25%);
- оксид алюминия (до 4%);
- влага (не более 0,5%).

Кварцевый песок
Согласно ГОСТ 22551–77 различают марки кварцевого песка в зависимости от того, для изготовления каких стеклянных изделий будет применяться песочная смесь:
- ООВС (особо ответственные с высокой светопрозрасностью);
- ОВС (ответственные с высокой светопрозрасностью);
- ВС (с высокой светопрозрачностью);
- С (светопрозрачные);
- Б (бесцветные);
- ПБ (полубелые);
- ПС (с пониженной светопрозрачностью);
- Т (темные).
В обозначении марок ПС после букв вышеперечисленных аббревиатур указаны три цифры, которые показывают массовую часть оксида железа в тысячных долях. А идущая следом буква «В» или цифра означает сорт смеси. Так, название марки ООВС–010–В говорит, что эта ПС высшего сорта предназначена для особо ответственных изделий с высокой светопрозрачностью. В ее составе содержится 0,01% оксида железа.
Оксид кальция
CaO предает стеклу твердость и увеличивает его стойкость к химическому воздействию. Данный компонент составляет около 10% во всей шихтовой смеси. Он существенно облегчает процесс плавления и осветляет стекломассу.
Оксид кальция добавляется в виде известняка, который состоит из карбоната кальция. Эта горная порода имеет белый или серый цвет. Также в качестве источника CaO на стекольном производстве используют доломит. Этот природный материал дополнительно содержит в себе оксид магния, который снижает скорость кристаллизации смеси при варке.
Породы известняка и доломита обязаны содержать менее 0,2% оксида железа. В то же время в первый элемент должно входить более половины CaO, а во второй более 30%. На стекольное производство горные породы доставляются в виде глыб и камней. Там они подлежат измельчению. И уже как известковая или доломитовая мука поступают в шихту. Цена варьируется от 8 до 10 тысяч рублей за тонну.
Калийная сода
Данный элемент, взаимодействуя с другими компонентами, уменьшает температуру плавления стекла, тем самым ускоряя технологический процесс. Окись калия не только способствует осветлению стекломассы, что влечет за собой улучшение светопропускания. Но и придает твердости готовому изделию.
Для того, чтобы получить калийную соду при выплавке стекла, в шихту добавляют поташ или карбонат калия. В его состав входит:
- окись калия (почти 70%);
- углекислый газ (около 30%).
При выплавке первый элемент принимает участие в стеклообразовании, а второй улетучивается. Окись калия отвечает за блеск стекла, придает ему неповторимый оттенок. Поэтому вещество используется в производстве хрусталя и оптики. Для получения листового стекла его добавляют крайне редко. Поташ бывает двух типов:
- кристаллический;
- кальцинированный.
Для производства стекла применяется второй вид, который содержит более 98% карбоната калия. Он представляет собой желтый порошок, который быстро накапливает влагу. Поташ, полученный искусственным путем из минералов, содержащих хлорид калия и двойной карбонат магния-калия, является дорогим материалом. И при производстве стекла используется мало.
Гораздо дешевле применять содово-поташную смесь, которая включает в себя оксиды калия и натрия. К тому же при таком варианте в шихту вводится сразу два ингредиента.
Художественное матирование стекла
Кроме вышеуказанных способов обработки стекла также применяется матирование. Матовое стекло мало пропускает солнечные лучи, оно практически непрозрачное, но в художественных целях применяется довольно часто.
Художественное матирование стекла часто проводится химическим способом с помощью плавиковой кислоты. Оно представляет собой нанесение сложных или более простых орнаментов и рисунков на листе стекла или зеркала.
Для матирования может применяться и пескоструйный метод. Песок, вылетающий под давлением, наносит разнообразные узоры и делает художественные изделие законченным и оригинальным.
Матирование может заключаться как в обработке отдельных участков стеклянной поверхности, так и целого изделия. В зависимости от этого выбирается и способ обработки – химический или пескоструйный.
Может изготавливаться как прозрачное стекло с матовым рисунком, так и матовое с прозрачным. Для обработки первого используют песок, для второго – химические растворы.
На те участки, которые нужно оставить прозрачными, наносится специальный защитный слой. После этого изделие погружается в кислоту и происходит его травление.
Художественное матирование стекла позволяет создавать настоящие произведения искусства, оригинальные и завершенные.
На выставке «Мир стекла» вы сможете ознакомиться с новыми вариантами применения художественного стекла, в том числе матированного.
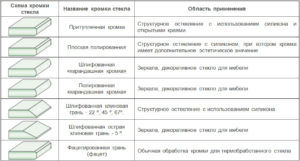
Художественная обработка и резка стекла
Как уже говорилось выше, для изготовления художественного стекла применяются те же ингредиенты, что и для обычного. Но вот техника его обработки и изготовления разительно отличается.
Художественная обработка стекла позволяет создавать из этого универсального материала настоящие шедевры. Могут обрабатываться как заготовки, так и уже готовые изделия.
Есть несколько наиболее популярных методов художественной обработки стекла:
- Пескоструйная обработка. Она заключается в том, что на стекло направляется струя песка под большим давлением. При этом могут использоваться трафареты, для того, чтобы задать определенный узор или рисунок. Песок создает на стекле царапины и сколы, в результате получается тип художественного материала под названием «мороз».
- Резьба по стеклу и художественная резка стекла, с помощью которой получают оригинальные узоры. Резьбу могут проводить механическим способом, с помощью абразивных кругов, затем погружать стекло в специальный химический раствор. В результате стекло приобретает затейливый рисунок и «игру алмаза».
- Роспись красками проводится по прозрачному стеклу. Для этого используют специальные силикатные краски, которые изготавливаются в виде карандашей. После нанесения рисунка стекло отправляется в печь, и под воздействием температуры краска «приваривается» к стеклу.
- Травление – это обработка стекла при помощи специальных химических растворов. Таким образом, получают матовое стекло или стекло с прозрачным рисунком.
- Художественная резка стекла, с помощью которой можно получать стекло уникальной формы или элементы для составления витражей и мозаик. Для этого используются специальные инструменты, а после резки края стекла шлифуются, чтобы избежать порезов.
Это основные способы обработки стекла для художественных нужд.
Основные методы производства стекла
Изготовление стекла представляет собой сложный технологический процесс, основанный на знании химических формул и требующий больших инвестиций. Классический способ базируется на плавке исходного сырья с добавлением усилителей, красителей, глушителей и обесцвечивателей. Полученную массу охлаждают, чтобы не было мелких кристаллов. Она должна объединиться в монолит.
На сегодняшний день листовое стекло является основным продуктом промышленности.

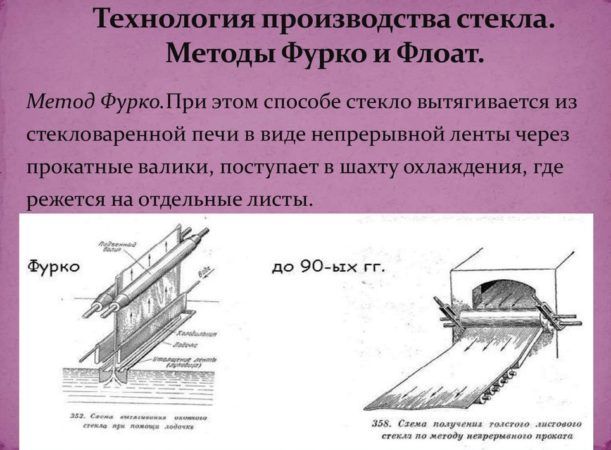
Метод Эмиля Фурко
Предполагает вертикальную машинную вытяжку материала. Стекло подвергается плавлению в стекловаренной печи, затем полученная жидкая стекломасса вытягивается с помощью прокатных валов, перемещается в шахту охлаждения и распределяется на куски. На заключительном этапе лист шлифуется и полируется. Толщина изделия зависит от скорости вытягивания. Этот способ получил название – «вытянутое стекло».
Флоат-метод
В переводе с английского языка означает «плавать, держаться на водной глади». Идея изготовления изделий из стекла таким способом господствовала еще в начале XX века. Однако развитие она получила в середине прошлого столетия, когда английская компания «Пилкингтон» решила применить промышленный процесс на практике.
Флоат-метод заключается в том, что вязкая стеклянная масса после печи принимает горизонтальное положение. На плоском оборудовании она подается во флоат-ванную с расплавленным оловом и газовоздушной атмосферой. Материал плывет по поверхности, обретает форму и вбирает в себя микроскопические частицы олова. После чего стекломасса охлаждается и подвергается отжигу.
Полотно обретает гладкую поверхность. Его не нужно обрабатывать, полировать или шлифовать. Листовое стекло имеет: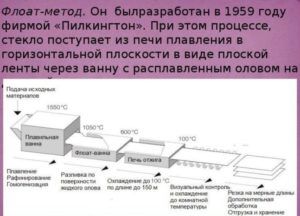
- определенную стабильную толщину;
- высокое качество;
- хорошую светопропускную способность;
- отсутствие оптических дефектов;
- высокий уровень производительности.
Оно широко применяется в быту и в строительстве. Предметы, сделанные по флоат-методу, используются для оконных, облицовочных конструкций, витрин, зеркал, мебели, техники. Ассортимент товаров настолько велик, что неопытный потребитель может прийти в замешательство. На основе листового полотна делают армированное стекло с фигурными ячейками.
Вспомогательная обработка
 Дополнительная обработка стекла предполагает нанесение лакокрасочного покрытия на ту сторону, которая не взаимодействовала с расплавленным оловом и не приобрела микроскопический оловянный слой. Определить качество поверхности стекла помогают специальное оборудование – оптический фильтр, ультрафиолетовая лампа. Способ определения оловянной стороны помогает окрашивать полотно полиуретановой эмалью, наносить определенные рисунки. Это открывает перспективы для нестандартных дизайнерских решений.
Дополнительная обработка стекла предполагает нанесение лакокрасочного покрытия на ту сторону, которая не взаимодействовала с расплавленным оловом и не приобрела микроскопический оловянный слой. Определить качество поверхности стекла помогают специальное оборудование – оптический фильтр, ультрафиолетовая лампа. Способ определения оловянной стороны помогает окрашивать полотно полиуретановой эмалью, наносить определенные рисунки. Это открывает перспективы для нестандартных дизайнерских решений.
Сегодня многие предприниматели предпочитают заниматься вторичным бизнесом, который основан на переработке материала и на производстве определенных изделий. Это могут быть зеркала, сувениры из стекла, стеклопакеты, селективное стекло, элементы мебельной промышленности. Современные технологии, основанные на применении новейшего оборудования, позволяют получать из стекла разнообразную декоративную продукцию с необычными эксплуатационными качествами.
Производство стекла – прибыльное дело, имеющее много достоинств:
- востребованность;
- высокий уровень окупаемости затратных материалов;
- возможность изготовления широкого ассортимента товаров.
Необходимое оборудование для производства стекла
Изготовление стекла основано на использовании специального оборудования. Необязательно, чтобы оно было зарубежное. Отечественные агрегаты ничуть не уступают иностранным аналогам. Производственные линии имеют идентичные системы, состоящие из таких видов устройств:
Оборудование для производства стекла
- оборудование для подготовки сырья;
- установки для смешивания шихты;
- стекловарительное оборудование;
- при расширенном производстве может применяться линия пескоструйной обработки и приборы для упаковки изделий.
На первом технологическом этапе подготовки сырья, наравне с простыми установками, используются высокотехнологичные агрегаты.
Транспортировку ингредиентов осуществляют конвейеры.
Очистку от вредных примесей производят сложные станки, среди которых есть магнитные сепараторы. Они извлекают из песка металлы, способные испортить свойства готовой продукции.
Чтобы измельчить вещество, применяют мощные дробилки.
Второй этап производства связан с подготовкой шихты. Выбор компонентов зависит от свойств готового продукта. В этом случае используют специальное оборудование.
Подготовленные компоненты поступают в шихтосмеситель, который равномерно распределяет материалы по массе.
Третий, основной этап, предполагает плавление стекла в специальных печах с индивидуальными тепловыми и технологическими режимами. Стекольное печное оборудование имеет две классификации.
Классификация оборудования по технологическому параметру
 Электрическая горшковая печь
Электрическая горшковая печь
Горшковые печи – используют на мини-предприятиях. Они предназначены для малого количества продукции. В их полости устанавливается от одного до шестнадцати горшков. Устройства позволяют выполнять высококачественные изделия, которые отличаются высоким светопропусканием и однородным химическим составом. Они предназначены для оптического, светотехнического и медицинского стекла.
В стекольной промышленности распространены ванные печи непрерывного и периодического действия в виде больших прямоугольных емкостей. Они бывают разной конструкции и размера. Оборудование содержит расплавленное олово, необходимое для охлаждения стекломассы.
Крупногабаритные ванные печи оснащены системой автоматического контроля над горелками, необходимыми для распределения температуры, давления и газа по всей поверхности устройства. Производство стекла происходит в определенной последовательности по всем частям бассейна, оснащенного оборудованием.
Классификация оборудования по принципу нагревания
Пламенные печи рассчитаны на сжигание топлива. У них низкий коэффициент полезного действия, так как тепловая энергия распределяется на нагревание шихты и котлов.
Электрическое оборудование позволяет производить любой вид стекла. Для их питания необходим ток. В качестве нагревателя используется стекломасса – именно она при высоких температурах выступает в роли электролита. При эксплуатации электрических печей отсутствуют теплопотери с отходящими газами.
Комбинированные газоэлектрические установки объединяют два типа тепловой энергии. Сжигание газа нагревает и плавит шихту, стекломасса обретает высокую температуру путем прямого сопротивления.
На четвертом, заключительном, этапе изготовления изделий из стекла происходит формирование конечного продукта. Для этого подходят разные станки:
- охлаждающее оборудование;
- формировочные установки;
- выравниватели стекла.
 Выравниватель стекла
Выравниватель стекла
Производство энергосберегающего стекла
Большой известностью пользуются стекла энергосберегающие (И-стекло, К-стекло, I-стекло, Е-стекло и иные несуществующие стекла). В реальности стекла называются Low-E (Лоу-И), точнее сказать Low Emission, К-стекло — название стекла низкоэмиссионного под маркой Пилкингтон. Создаются подобные стекла при помощи нанесения на стеклянную поверхность прозрачного тонкого покрытия, обладающего хорошей теплопроводностью. Главная характеристика энергосберегающего стекла — излучательная способность, которая в сезон отопления возвращает в жилое помещение до 70 процентов тепла, излучаемого обогревательными приборами.
Нанесение несколько-слойных покрытий на стекло превращает его в селективное стекло, которое способно выборочно отражать или пропускать оптическое излучение. Свет солнца сквозь такое стекло хорошо проходит, а излучение тепла отображается в квартиру обратно.
Селективное стекло бывает двух видов, имеет мягкое и твердое покрытия, зачастую на стекло такого класса наносится вакуумное напыление. По коэффициенту способности излучения разница равна 1,5 раза.
Технология изготовления стекла
Как вы думаете, кто впереди планеты всей в области древнего стекловарения? Правильно — древние египтяне. Примерно до 4 тыс. до н.э. древние египтяне
варили так называемый «египетский фаянс» из стеатита, мягкой кварцевой муки или цельного природного кварца.
Существует мнение, что наиболее ранние образцы изготовлены из стеатита. Минерал этот по составу представляет собой силикат магния, он присутствует в природе в больших количествах. Изделия, вырезанные из куска стеатита, для получения глазури покрывались порошкообразной смесью из сырых материалов, входящих в её состав, и обжигались. Глазурь эта, по химическому составу представляющая собой силикат натрия с небольшой примесью кальция — не что иное как легкоплавкое стекло, окрашенное в голубые и зеленовато-голубые тона медью, иногда с изрядной примесью железа.
Египетские стекловары плавили стекло на открытых очагах в глиняных мисках. Спёкшиеся куски бросали раскалёнными в воду, где они растрескивались. Получившиеся обломки, так называемые фритты, растирали в пыль жерновами и снова плавили.
Фриттование использовалось в качестве основной технологии изготовления стекла даже по окончании Средневековья, поэтому на старых гравюрах и при археологических раскопках мы всегда находим две печи — одну для предварительной плавки и другую для плавки фритт.
Необходимая температура проплавления составляет 1450 °C, а рабочая температура — 1100—1200 °C. Средневековая плавильная печь («гуть» — по чешски) представляла собой низкий, топящийся дровами свод, где в глиняных горшках плавилось стекло. Выложенная только из камней и глинозёма, долго она не выдерживала, но надолго не хватало и запаса дров. Поэтому, когда лес вокруг гуты вырубали, её переводили на новое место, где леса было ещё в достатке.
Ещё одной печью, обычно соединяемой с плавильной, была отжигательная печь — для закалки, где готовое изделие нагревалось почти до точки размягчения стекла, а затем — быстро охлаждалось, чтобы тем самым компенсировать напряжения в стекле (предотвратить кристаллизацию).
В виде такой конструкции стеклоплавильная печь продержалась до конца XVII века, однако нехватка дров вынуждала некоторые гуты, особенно в Англии, уже в XVII веке переходить на уголь. Со сменой топлива возникли очередные неудобства: улетучивающаяся из угля двуокись серы окрашивала стекло в жёлтый цвет. Чтобы избежать этого, англичане начали плавить стекло в так называемых крытых горшках.

Интересны сведения о том, что стекло, в общем смысле, за время своего существования не претерпело практически никаких изменений (самые ранние образцы того, что стали называть стеклом, ничем не отличаются от известного всем — бутылочного), однако в данном случае речь идёт о веществе и материале минерального происхождения, нашедшем применение в современной практике.
Переход на новые способы производства оконного стекла – флоат-процесс
Заслуга создания революционного способа производства полированного стекла (флоат процесс) принадлежит Сэру Аластару Пилкингтону (Alastair Pilkington).
Лайонел Александр Бетин (Аластар) Пилкингтон родился в 1920 году, после окончания школы в Шерборне поступил в Тринити Колледж в Кембридже, где получил свою первую научную степень в области механики. Во время войны он покинул университет и поступил на службу в Королевскую артиллерию. Участвовал в военных действиях в Греции и на Крите. После освобождения из плена в конце войны, он вернулся в Кембридж для продолжения учебы и решил продолжить карьеру как гражданский инженер. В марте 1947 году он был назначен техническим помощником на фабрике листового стекла Пилкингтон, а через два года выполняет обязанности производственного менеджера на фабрике в Донкастере. В 1952 году Аластар возвращается в Сент-Хеленс, и под его руководством начинаются экспериментальные работы над разработкой флоат процесса. В результате первых экспериментов, он предложил для формования и транспортировки ленты стекла использовать расплав металла. В 1953 году на первой опытной установке был изготовлен образец флоат-стекла (float-glass) шириной 300 мм. В 1955 году на новой экспериментальной установке было получено флоат-стекло шириной 760 мм, и правление Пилкингтон принимает смелое и рискованное решение о строительстве производственной флоат линии (float-line) шириной 2540 мм. Компания надеялась на успех, но в тоже время понимала, что в случае неудачи финансовые потери будут составлять миллионы фунтов. С другой стороны, успешный запуск линии гарантировал значительный и революционный скачок в технологии листового стекла за всю длительную историю производства стекла.
Производственная линия, работающая по флоат-методу, была введена в Коулей Хилле (Великобритания) 6 мая 1957 года. Многие в то время не верили в новый процесс, и говорили, что эта линия не произведет даже 1 m² стекла. Только через 14 месяцев было получено первое качественное флоат-стекло (float-glass) толщиной 6,5 мм, и 20 января 1959 года компания Пилкингтон официально опубликовала пресс-релиз, в котором представила флоат-процесс следующими словами:
«Флоат-процесс является наиболее фундаментальным, революционным и важным достижением в производстве стекла в 20 столетии»
В соответствии с разработанной компанией Пилкингтон (Pilkington) флоат-способом стекломасса из студочного бассейна при температуре 1100°С непрерывной лентой поступает из стекловаренной печи на поверхность расплавленного олова. Лента выдерживается при достаточно высокой температуре для удаления всех дефектов и неровностей на поверхности стекла. Так как поверхность расплавленного металла является идеально ровной поверхностью, то стекло приобретает “огненно-полированную” блестящую поверхность, которая не нуждается в дальнейшей шлифовке и полировке. При проведении экспериментов установлено, что расплавленная стекломасса не растекается бесконечно на поверхности расплавленного олова. Когда силы тяжести и поверхностного натяжения уравновешиваются, лента приобретает равновесную толщину около чуть меньше 7 мм. Для получения ленты стекла различной толщины были созданы методы, основанные на регулировании вязкости стекла в зоне формования и величины растягивающего усилия. Если необходимо получить толщину ленты стекла больше 7 мм, то ее сжимают несмачивающими бортовыми ограничителями.
В начале работе возникла проблема выбора расплавленного металла, который должен находиться в жидком состоянии в пределах температурного интервала от 600 до 1050°С, иметь низкие значения давления паров, а величина плотности должна быть выше, чем стекла. Исследования показали, что всем этим требованиям соответствует олово, которое почти не взаимодействует со стеклом, и является вполне доступным и дешевым продуктом. Но олово при высоких температурах окисляется кислородом с образованием оксидных соединений. Поэтому, чтобы исключить окисление поверхности расплава олова, во флоат-ванне необходимо создавать инертную атмосферу азота с малой добавкой водорода. После формования лента стекла охлаждается до 620°С и транспортируется в печь отжига.
Технология обработки определенного вида стекла
В многочисленных сферах используются разные виды стекла, которые обладают индивидуальными характеристиками и при производстве требуют особых процессов обработки.
Солнцезащитное
 Солнцезащитное стекло
Солнцезащитное стекло
Этот вид способен поглощать или пропускать ультрафиолет. Стекло подходит для изготовления экранов, козырьков, стеклопакетов и очков. Производство стекла такого типа осуществляется двумя методами.
Технология Фурио основана на прокатывании стеклянной массы сквозь валы, после чего листы помещают в охладительную камеру.
Метод Флоат – более современный и эффективный, так как исключает появления дефектов. Расплавленная масса ленточной формы поступает в резервуар с оловом. Благодаря ему, стекло охлаждается и обретает ровную поверхность. Затем материал попадает в печь, на него наносится слой диоксида металла нужного оттенка. Стекло повторно охлаждается и проверяется на наличие изъянов.
Автомобильное
 Схема автомобильного стекла
Схема автомобильного стекла
Этот вид стекла также изготавливается двумя способами.
Метод «Триплекс» позволяет делать трехслойные изделия – между двумя стекольными слоями прокладывается полимерная скрепляющая пленка. Это предотвращает появление ранений при деформации автостекла. Стекло обладает ударопрочными и звукоизоляционными свойствами, что повышает безопасность водителя и пассажиров.
«Ситалинит», или закаленное стекло подвергается дополнительной термической обработке, основанной на постепенном нагреве и быстром охлаждении в воздушном потоке. Технология предполагает строгое соблюдение температурного режима. Изделия обретают особую механическую прочность.
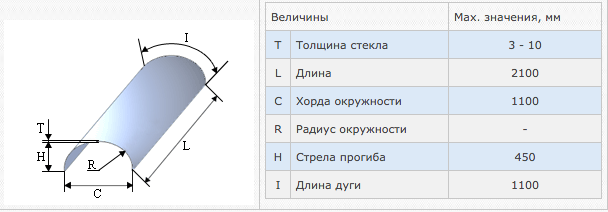
Моллированное
Или гнутое стекло, используется в архитектуре, которая давно перестала быть прямолинейной. При производстве изделий стекломасса нагревается до определенных температур, размягчается до эластичного состояния, и из нее легко слепить нужный предмет. Это происходит под влиянием силы тяжести, которая заставляет материал приобретать выпуклую или вогнутую форму.
 Моллированное стекло
Моллированное стекло
Зеркальное
Стекло основано на листовом материале. Для его изготовления используются сода, известняк, песок и минералы без железной руды. Ингредиенты смешивают, помещают в ванные печи непрерывного действия. Полученную массу прокатывают через металлические валы, обжигают, подвергают полировке, металлизируют. Это длительный процесс.
 Зеркальное стекло
Зеркальное стекло
Бронированное
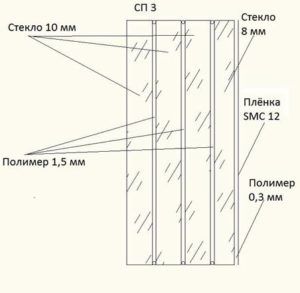 Схема бронированного стекла
Схема бронированного стекла
Стекло отличается повышенной стойкостью к пробиванию. Это многослойный материал, состоящий из обычного и закаленного полотна. Для производства бронированного стекла используют стекла толщиной до 10 мм, которые склеивают защитной поливинилбутиральной пленкой в поперечном растяжении.
Такое изделие обладает множеством достоинств:
- поглощает ультрафиолет;
- исключает прослушивание;
- обеспечивает безосколочность при разбивании.
Оптическое
Это стекло используется в разных областях науки и техники. Из него делают контактные линзы, призмы, кюветы. Ассортимент изделий довольно широкий. Это однородный высокопрозрачный материал определенного химического состава. Для его варки используют чистые ингредиенты, без загрязняющих примесей. Задача технологов – стекломассу расплавить в горшковых пламенных печах и достичь высокой степени однородности. Для этого используют методы механического перемешивания.