Организация производства: типы, формы и методы
Содержание:
Принципы организационной структуры предприятия
Понятие организационной структуры управления – это упорядоченная совокупность звеньев организации, действующих согласованно, и связей между ними.
Как следует из приведенного определения, организационная структура любого предприятия основывается на 3 принципах:
- Упорядоченность – соблюдается определенный характер подчинения, иерархия в организации.
- Согласованность – действия всех подразделений реализуются для достижения целей организации.
- Взаимодействие отдельных частей единого целого – решение всех задач и реализация управленческих решений осуществляется во взаимосвязи между подразделениями организации.
Организационная структура включает состав органов управления, включающий обычно начальника/руководителя/директора и его заместителей, которые отвечают за конкретные направления деятельности предприятия. С учетом характера отношений между органами управления происходит делегирование управленческих полномочий.
Следует отметить, что первичным фактором формирования организационной структуры является производственная структура предприятия, производной от которой является структура управления.
Структуры управления подразделяются на две большие группы: механистические и органические.
Элементы структуры управления – это цеха, отделы, службы, генеральный директор, заместители, отдельные исполнители и другие звенья организационной структуры предприятия.
Принцип взаимодействия отдельных подразделений в организации реализуется на основе горизонтальных и вертикальных связей:
- Горизонтальные связи – существуют между одноуровневыми звеньями, носят характер согласования.
- Вертикальные связи – существуют между разноуровневыми звеньями, носят характер подчинения и обратной связи, образуют иерархию и уровни управления в организации.
Характер связей в организационной структуре предприятия бывает 2 типов:
- Линейные связи – отражают движение управленческих решений и информации между линейными руководителями, которые отвечают за деятельность организации и ее структурных звеньев.
- Функциональные связи – отражают движение управленческих решений и информации по тем или иным функциям управления.
Схема методов организации производства
Схема методов организации производства включает в себя не поточные, поточные и автоматизированные приемы:

Не поточные методы изготовления продукции – это один из вариантов производственного процесса, при котором предприятие занимается единичным выпуском разных товаров. То есть, на одном рабочем месте может производиться несколько видов продукции, но в ограниченных количествах.
Поточные приемы производства характеризуются планомерным выпуском большого объема продукции. В таком случае предмет труда поступает из одного цеха в другой, минуя остановки на складах или передаточных центрах.
Автоматизированный метод – это самый продуктивный прием производства продукции. При нем практически все операции производятся в автоматическом режиме с использованием специализированной техники.
Не поточный
Не поточный метод организации производства характеризуется выпуском разной продукции в небольших объемах. Данный прием имеет следующие отличительные особенности:
- рабочие места размещаются по сериям оборудования, независимо от этапов производственного цикла;
- работники занимаются изготовлением разного вида продукции;
- исчисление выпущенных товаров производится в единицах;
- в процессе производства применяется универсальное оборудование;
- изготавливаемые составные части выпускаемого продукта перемещаются в процессе изготовления сложным маршрутом, задерживаясь на складах и передаточных пунктах.
Поточный
Поточный метод производства считается наиболее используемым. Его применяют компании, выпускающие средний и крупный объем продукции. Для данного приема характерны следующие особенности:
- разделение процесса изготовления товаров;
- сосредоточение конкретной операции на одном месте;
- специализация рабочих мест;
- выполнение действий в ритмичном и последовательном темпе;
- передача предмета труда из одного цеха в другой с минимальными затратами времени.
Надо отметить, что при применении поточного метода все места, где выполняются разные операции, расположены последовательно.
Поточная технология производства делится на группы и классифицируется по таким признакам, как:
- номенклатура;
- метод обработки;
- степень непрерывности;
- вариант поддержания ритмичности;
- производственный охват.
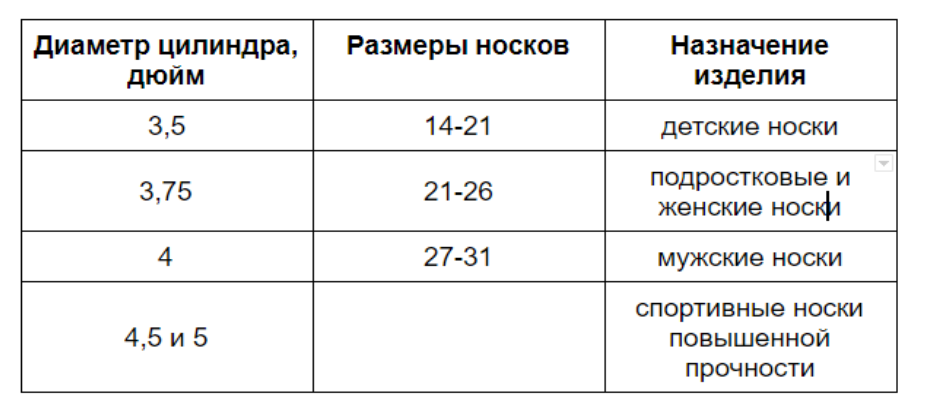
| Признак классификации | Вид поточной производственной линии | Описание |
| Номенклатура | Постоянная однопредметная | Производство одного вида продукции с повторяющимся циклом |
| Постоянная многопредметная | Производство нескольких видов продукции, которые схожи по своей конструкции | |
| Метод обработки | Переменная | Изготовление разной продукции, схожей по конструкции |
| Групповая | Изготовление большого объема номенклатуры на одном оборудовании | |
| Степень непрерывности | Непрерывные | Производственный процесс осуществляется один за другим без перерывов |
| Прерывистые | Поочередная передача готового продукта из одного цеха в другой без четкой синхронизации операций | |
| Вариант поддержания ритмичности | Регламентированный ритм | Операции производятся по заданному плану и четко обозначенному времени |
| Свободный ритм | Продукт труда передается в другой цех для доработки по мере выполнения всех необходимых действий | |
| Производственный охват | Поточный | Передача предмета труда происходит при помощи специализированной техники |
| Участковый | Продукция транспортируется из одного участка цеха в другой | |
| Цеховой | Предмет труда перемещается по цеху при помощи ручного труда | |
| Межцеховой | Изготавливаемый товар передают из одного цеха в другой | |
| Сквозной | Производимая продукция проходит несколько цехов |
Поточный метод организации производства, как правило, объединяется с автоматизированным.
Автоматизированный
Автоматизированный прием выпуска продукции можно считать подвидом поточного метода. Все дело в том, что характеристики рассматриваемых вариантов изготовления товаров практически не отличаются друг от друга.
Единственное различие между автоматизированным и поточным методом – в том, что при использовании первого приема все операции производятся в автоматическом режиме с использованием специальной техники.
Таким образом, автоматизированный подход к производству продукции можно рассматривать внутри поточного, когда операции выполняются с минимальными затратами ручного труда.
Принципы организации
Организация производственного процесса на предприятии основывается на различных принципах. Основные принципы организации ПП следующие:
- Дифференциация.
Применяется на крупных предприятиях и предусматривает разделение всего процесса на операции, переходы и приемы. С помощью таких методов можно оптимизировать процесс, с учетом характеристик и особенностей оборудования, инструментов и трудовых ресурсов
Исходя из этого, работники концентрируются на отдельной операции, выполняя ее качественнее, быстрее, не распыляя внимание на выполнение других работ. Постепенный переход продукта от одной операции к другой, позволяет выполнять весь процесс производства, от начала до конца, без сложного обучения сотрудников
- Специализация.
Предусматривает закрепление за производственным участком отдельной ограниченной группы продуктов, производство которых предусматривает выполнение однородных работ, незначительно отличающихся друг от друга.
С помощью принципа специализации можно повысить эффективность производства, уменьшить количество производственных участков, объединяя похожие операции на одном. Также можно эффективнее использовать территорию предприятия, уменьшить затраты на оборудование и заработную плату работников. Также работников легче обучить выполнять новые операции, так как они похожи на те, которые выполнялись ими ранее. За счет этого себестоимость и производительность труда значительно растет.
- Параллельность.
Принцип параллельности предусматривает изготовление отдельных элементов готового продукта одновременно в разных цехах или отделах производственной линии. Это позволяет сократить время от начала обработки сырья до получения готового товара.
- Пропорциональность.
Предусматривает расчет ПП таким образом, чтобы пропускная способность различных элементов предприятия была на одном уровне. Это позволяет различным линиям работать в нормальном режиме, без простоев и переработок. Если это принцип не соблюдается, главная линия может простаивать из-за недостатка вспомогательных компонентов.
- Непрерывность.
Принцип непрерывности основывается на сведении к минимуму технологические остановки и паузы производственного процесса. Это позволяет значительно снизить время производства единицы продукции, а также повышение производительности труда и эффективности использования финансовых ресурсов. Данный принцип применяется на предприятиях массового производства, где объем заказов позволяет сохранять производственную норму на протяжении длительного периода. На некоторых предприятиях, где изготавливается товар сезонного характера, непрерывность производства может применяться в определенные периоды по определенной формуле.

- Ритмичность.
Этот принцип основан на принципе непрерывности, но предусматривает паузы. Применяется на предприятиях, объем производства которых сильно зависит от заказчиков. Позволяет быстро и эффективно увеличивать уровень выпуска и также быстро его снижать
Это очень важно, когда требуется удовлетворить требования заказчика к объему и качеству товара. Соблюдения этого принципа обеспечивает рациональность использования ресурсов и эксплуатации трудовых ресурсов
- Прямоточность.
Заключается в особой организации ПП и территории предприятия. Согласно этому принципу, предметы труда должны проходить минимальное расстояние за кратчайшее время между этапами обработки, и не должны возвращается на уже пройденный этап. Это достигается на этапе планирования помещений предприятия.
- Автоматичность.
Основывается на автоматизации ПП, когда за счет автоматического оборудования снижаются затраты на оплату труда. Ручная работа заменяется специальным оборудованием и интеллектуальной работой операторов, следящими за системой показателей.
- Гибкость.
Этот принцип предусматривает возможность быстрого приспособления предприятия к изменениям экономической, политической и конкурентной ситуации. Обеспечивает быстрый, без значительных затрат, переход на изготовление похожей или кардинально другой продукции. Схема производственного процесса предусматривает то, что оборудование, в таком случае, легко переналадить, изменить его характеристики, убрать или добавить некоторые компоненты.
- Гомеостатичность.
Предусматривает организации ПП таким образом, чтобы в случае возникновения форс-мажорных или дестабилизирующих ситуации, система саморегулировалась и возвращалась в норму без значительного управленческого вмешательства.
https://youtube.com/watch?v=yXjmxPn_nsc
Это достигается за счет постоянного оперативного контроля и планирования, а также создания резервных запасов.
Формы организации производства
Экономическая теория приводит определения шести форм организации производства.
Концентрированная модель характеризуется большим объемом основных средств, используемых в процессе изготовления продукции. В свою очередь, она делится еще на несколько видов:
- Специализированная форма представляет собой производство одного вида продукции с использованием специального оборудования и профессиональных кадров.
- Кооперированный процесс отличается от остальных тем, что изготовление продукции происходит путем создания полуфабрикатов в разных цехах. Все подразделения взаимосвязаны друг с другом.
- Укрупнение формы характеризуется постоянным увеличением используемых в производстве основных средств, что обусловлено научно-техническим прогрессом и необходимостью увеличения объемов производства.
- Комбинированное производство – это слияние двух или более его форм. Например, компания может располагать огромным количеством специализированного оборудования для выпуска одного продукта. Причем отдельные его составные части изготавливаются в разных цехах. В таком случае наблюдается объединение специализированной и кооперативной модели.
Также на практике применяют такие формы организации производства, как точечная, технологическая, прямоточная, предметная и гибридная. Первая отличается тем, что выпуск продукции осуществляется в одном месте. Причем, если есть необходимость дополнить предмет составными частями, они поступают в цех, где сосредоточено производство.
Технологическая форма производства – это полный аналог точечной модели. При ее применении производимый продукт в процессе изготовления может передаваться в разные подразделения.
Прямоточная структура характеризуется поочередной передачей готового продукта из одного цеха в другой в автоматизированном режиме.
Предметная модель отличается от прямоточной тем, что все оборудование, необходимое для изготовления продукции, находится в одном цеху. А гибридная форма организации – это объединение сразу нескольких форм организации производства.
Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда. Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях. При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.

Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы. При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.

Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им. Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей. Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Основные стадии
При подготовке к выпуску товара стоит разделить стадии производственного процесса, количество и последовательность которых зависит от желаемого результата.

Производственный процесс изготовления может состоять из следующих фаз:
- Изготовление – может состоять из множества различных способов и методов, заключается в приведение сырья, полуфабрикатов к желаемой форме, физическому и химическому состоянию, в зависимости от желаемого результата. На этой стадии используются станки, автоматизированное оборудование и другие орудия труда.
- Обработка – предусматривает обработку предмета труда, приведение его поверхности, формы отдельных элементов к необходимой форме, например, шлифовка и покраска заготовок.
- Сборка – процесс, состоящий из компоновки заранее полученных заготовок. Этот процесс может составлять большую часть производства и делиться на множество этапов, а может выполняться за короткое время на одном рабочем месте.
- Регулировочно-настроечная – на этом этапе проводится тестирование готового товара, коррекция выявленных проблем, настройка и подготовка продукта к отгрузке клиенту.
Производственный процесс очень сложный, поэтом он дополнительно делится на стадии, фазы и операции.
Операции производственного процесса – часть ПП, которые выполняются рабочими на одном рабочем месте, с использованием различных инструментов, не изменяющихся со временем.
Операции разделены на 3 типа:
- Основные – часть производственного процесса, при которых сырье преобразовывается в необходимый продукт.
- Операции перемещения – предусматривают перемещение сырья, готового продукта и других грузов, выполняемые вручную или специализированными механизмами.
- Операции контроля – предусматривают контроль качества на различных этапах производства, могут включать контроль технологического процесса, условий труда и качества продукта. Контроль может выполняться в перерыве, обусловленном технологией.
Правильное соблюдение очередности операций гарантирует стабильность и эффективность производства. Малейшее отклонение от процедуры может привести к застою производственной линии. Это недопустимо, так как может привести к убыткам предприятия.
Организация производства на предприятии
Охватывает следующие виды деятельности:
- определение, обоснование и постоянное совершенствование структуры предприятия;
- планирование и обеспечение взаимосвязанной работы всех производственных процессов начиная с разработки продукта и до его непосредственной поставки потребителю;
- планирование и реализация на практике организации структурных единиц производственной инфраструктуры;
- обеспечение оптимального сочетания всех составляющих производства во времени;
- создание для непосредственных участников процесса таких условий труда, которые бы представляли собой максимально эффективное соединение рабочей силы и средств труда;
- сочетания оптимальных организационных форм и экономических методов ведения производства.
Задачи организации производства – это экономия трудовых ресурсов путем упорядочения отношений и связей в производственном процессе, увеличение творческого характера работы сотрудников и обеспечение как коллективной, так и личной заинтересованности в результате работы. Это может быть как материальное, так и нематериальное стимулирование сотрудников (подробнее можно ознакомиться в материале Нематериальное стимулирование как способ вовлечения персонала)
Также важной задачей является обеспечение необходимых условий для реализации всех направлений производственной деятельности предприятия.
Типы производства представлены в виде списке ниже.
Единичное производство – штучный выпуск изделий разной и нестабильной номенклатуры.
Особенности организации производства: большое количество ручной работы, технологическая специализаци, долгий цикл, высокий уровень профессионализма рабочих, использование универсального оборудования.
Серийное производство – одновременное изготовление сериями обширной номенклатуры изделий, выпуск которых повторяется на протяжении длительного времени.
Особенности организации серийного производства: одновременно происходит создание достаточно большой номенклатуры повторяющихся изделий в значительных количествах, небольшой объем ручной работы, специализация рабочих мест, недолгий цикл, унификация деталей.
Массовое производство – непрерывное изготовление ограниченной номенклатуры изделий в больших количествах.
Особенности данного типа: номенклатура выпускаемых изделий строго ограничена, объемы выпуска — большие, специализация рабочих мест, невысокий профессиональный уровень работников, небольшое подготовительно-заключительное время, производство диспетчеризировано, удельные издержки низкие, полное использование оборудования, высокая производительность труда.
Какие типы организации производства существуют?
В зависимости от сути выше обозначенных параметров, входящих в определение типа организации, находится принадлежность структуры компании к конкретному пункту общей классификации. Всего выделяют три основных варианта (иногда, рассматривают и четвёртый тип – смешанный, но он уже является производным от главных).
- Единичное
Характеризуется выпуском продукции в малых объёмах. Номенклатура изделий в базе предприятия, как правило, весьма разнообразна, ведь каждый продукт уникален и не имеет аналогов. Работа производится в основном по конкретному частному заказу, как, например, в космической промышленности. Поэтому весь процесс сопровождают высококвалифицированные специалисты: занимаются подготовкой и эксплуатацией оборудования под определённую задачу, разрабатывают индивидуальную документацию, код и сопровождающие пояснения, разбираются в многочисленных нюансах практически каждой единицы.
Продукция, выпущенная таким способом, весьма специфична, а потому не имеет большого спроса. Из-за трудного и длительного процесса изготовления, связанных с ним издержек, а также найма высокооплачиваемых сотрудников каждый товар отличается дороговизной.
- Серийное
Служит для производства целых партий определённого вида изделий и конструкций в течение конкретного промежутка времени. Этот тип подразумевает наличие узкоспециализированных рабочих мест и организацию поточности между ними. Таким образом, можно сказать, что налажено параллельно-последовательное движение предметов труда с чётким расположением всего оборудования по всему технологическому процессу. Чаще всего серийная организация подходит для создания готовой продукции или же сборочных узлов, позволяющих снизить затраты на получение полной единицы товара.
Применяемая техника отличается большим, чем в единичном, спектром возможностей, но также могут использоваться и специализированные приборы. В зависимости от объёма каждой партии, помимо обычного серийного, выделяют подтипы построения производства:
мелкосерийное
Мало чем отличается от высокозатратного штучного. Каждая серия разрабатывается под узкий ряд задач специфичными заказами и состоит из небольшого числа единиц.
крупносерийное
По своей сути больше приближено к массовому способу. Определённый вид продукции выпускается довольно длительное время в большом количестве.
- Массовое
Отличается ограниченной номенклатурой изделий, производимой на постоянной основе и рассчитанной на высокий спрос у потребителей. Подобная организация всего процесса очень проста, не требует применения узкоспециализированного оборудования и работы высококвалифицированных кадров. Обычно налажена поточная автоматизированная линия, благодаря чему легко и быстро получаются однотипные стандартизованные единицы товара.