Производственная структура предприятия и пути ее совершенствования. пример
Содержание:
- Содержание раздела «производственный план»
- Группировка производственных процессов
- Технологический процесс
- Третий этап
- Приобретение сырья и материалов
- Производственные ресурсы и программа реализации
- Сущность, классификация, структура, значение машин и автоматизации производства
- Экологическая безопасность
- Резка дистанционных рамок и засыпка молекулярного сита
- Основы и понятия
Содержание раздела «производственный план»
Структура описательной части технологического процесса имеет неразрывную связь с расходованием инвестиций и дальнейшим распределением финансов в собственные оборотные средства. Учитывая особенности производственного плана, при составлении проектной документации используют следующую структуру:
- Описание основной технологии производства, которая применяется для изготовления по плану целевого продукта. В этой части проекта подробно рассказывается о всех этапах технологического процесса – от закупки сырья до продажи потребителю. Если планирование рабочего процесса основывается на уникальном способе изготовления, следует заложить расходы и время на согласование патента;
- Описание алгоритма закупки сырья, ведущих поставщиков, стоимости материальных запасов. В характеристику плана производства целесообразно будет включить организацию подвоза, хранения и доставки до технологической линии, а также методы утилизации отработанного сырья;
- Описание задействованных помещений, территорий, земельных участков. В условиях ограниченных ресурсов на открытие ИП целесообразно привлечение мощностей, транспорта на условиях аренды.
Производственная часть бизнес-плана содержит порядок снабжения энергетическими ресурсами или план модернизации имеющихся инженерных сетей
Также в этот раздел должны входить правила калькуляции для определения себестоимости готовой продукции.
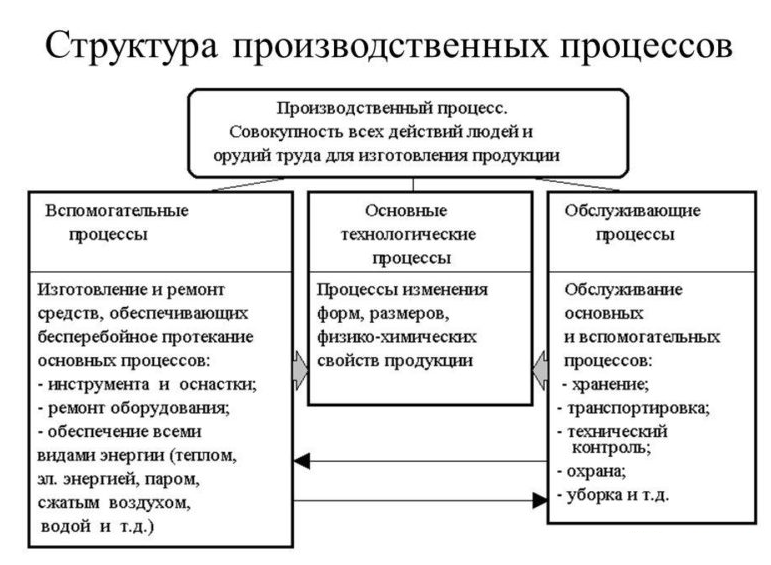
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
Технологический процесс
Технологический процесс производства деревянных стульев начинается с нарезки древесины на определенные основные и дополнительные заготовки. Для этого используют специальные станки или пилы (круглопильные, сверлильные, универсальные станки, ленточную пилу и пр.).
Затем идет процесс фрезерования, зачистки и шлифования заготовок. Чаще всего на производстве для этих целей используется многофункциональный станок, позволяющий одновременно выполнять несколько действий.
После проверки заготовки (и пазы крепления при необходимости) проходят частичную ручную зачистку и чистовое шлифование, что позволяет добиться наиболее гладкой поверхности для ровного нанесения краски. Для этих целей применяют шлифовальные станки, ручные шлифмашины, рубанки и наждачную бумагу.
В заключении стул собирается из всех заготовок, выравнивается длина ножек, после чего идет процесс окрашивания и окончательной упаковки готовой продукции для сдачи на склад.
Кроме того, предприятие под заказ изготавливает стулья ручной работы.
Все используемое для производства стульев оборудования является механизированным (подача и обработка заготовок механизирована, но процесс обработки управляется вручную) либо полумеханизированным (подача заготовок осуществляется вручную работниками цеха, но процесс обработки автоматизирован).
Для производства деревянных стульев необходимо следующее оборудование (табл. 2).
Таблица 2
Перечень необходимого оборудования для производства деревянных стульев
|
Наименование |
Кол-во |
Цена за ед., руб. |
Сумма, руб. |
|
|
Круглопильный станок |
1 |
104 700 |
104 700 |
|
|
Ленточная пила |
1 |
21 300 |
21 300 |
|
|
Сверлильно-присадочный станок |
1 |
107 000 |
107 000 |
|
|
Форматно-раскроечный станок |
1 |
112 000 |
112 000 |
|
|
Многофункциональный шлифовальный станок |
1 |
163 200 |
163 200 |
|
|
Электродрель |
1 |
1800 |
1800 |
|
|
Электролобзик |
1 |
2300 |
2300 |
|
|
Электропила |
1 |
7200 |
7200 |
|
|
Шлифовальная машинка |
1 |
2700 |
2700 |
|
|
Струбцины |
1 |
1000 |
1000 |
|
|
Шуруповерт |
1 |
2600 |
2600 |
|
|
Перфоратор |
1 |
4700 |
4700 |
|
|
Промышленный фен |
1 |
1600 |
1600 |
|
|
Фрезер |
1 |
3200 |
3200 |
|
|
Итого |
535 300 |
Третий этап
Этот этап является завершающим, в котором производится раскисление и, если требуется, легирование стали. Раскисление представляет собой технологическую операцию, при которой растворенный в металле кислород переводится в нерастворимое соединение и удаляется из металла. При плавке повышенное содержание кислорода в металле необходимо для окисления примесей. В готовой же стали кислород является нежелательной примесью, так как понижает механические свойства стали, особенно при высоких температурах.
Для раскисления стали используют элементы-ракислители, обладающие большим сродством к кислороду, чем железо. В качестве раскислителей используют марганец, кремний, алюминий. Существует несколько способов раскисления стали. Наиболее широко применяются:
- осаждающий способ;
- диффузионный.
Осаждающий способ
Раскисление по этому способу осуществляют введением в жидкую сталь раскислителей (ферромарганца, ферросилиция, алю-миния), содержащих Mn, Si, Al. В результате раскисления образуются оксиды MnO, SiO2, Al2O3, которые имеют меньшую плотность, чем сталь, и удаляются в шлак. Однако часть оксидов не успевает всплыть и удалится из металла, что понижает его свойства. Этот способ называют иногда глубинным, так как рас-кислители вводятся в глубину металла.
Диффузионный способ
По этому способу раскисление осуществляют раскислением шлака. Ферромарганец, ферросилиций и другие раскислители загружают в мелкоизмельченном виде на поверхность шлака. Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. В соответс-твии с законом распределения оксид железа, растворенный в стали, начнет пе-реходить в шлак. Образующиеся при таком способе раскисления оксиды остаю-тся в шлаке, а восстановленное железо переходит в сталь, что уменьшает в ней содержание неметаллических включений повышает ее качество.
Ввиду того, что скорость процесса перемещения кислорода из металла в шлак определяется скоростью его диффузии в металле, этот способ имеет и не-которые недостатки. Из-за малой скорости диффузии кислорода в металле про-цесс удаления кислорода идет медленно, возрастает продолжительность плавки. В зависимости от степени раскисленности различают стали:
- кипящие;
- спокойные;
- полуспокойные.
Кипящая сталь
Это сталь, выплавленная без проведения операции рас-кисления. При разливке такой стали и при ее постепенном охлаждении в излож-нице будет протекать реакция между растворенными в металле кислородом и углеродом+=COг
Образующиеся при этом пузырьки оксида углерода СО будут выделятся из кристаллизующегося слитка, и металл будет бурлить. Такую сталь называют кипящей. Кипящая сталь практически не содержит неметаллических включений, представляющих продукты раскисления. Поэтому она обладает хорошей пластичностью.
Спокойная сталь
Это сталь, полученная после проведения операции рас-кисления. Такая сталь при застывании в изложнице ведет себя спокойно, из нее не выделяются газы. Такую сталь называют спокойной.Полуспокойная сталь. Сталь имеет промежуточную раскисленность между спокойной и кипящей. Раскисление ее проводят частично, удаляя из нее не весь кислород. Оставшийся кислород вызывает кратковременное кипение металла в начале его кристаллизации. Такую сталь называют полуспокойной.
Легированные стали
Легированием называют процесс присадки в сталь специальных (легирующих) элементов с целью получить так называемую леги-рованную сталь с особыми физико-химическими или механическими свойствами. Легирование осуществляют введением ферросплавов или чистых металлов в необходимом количестве в сплав. Легирующие элементы, сродство к кислороду которых меньше, чем у же-леза (Ni, Cu, Co, Mo), при плавке и разливке практически не окисляются и по-этому их вводят в печь в любое время плавки. Легирующие элементы, у которых сродство к кислороду больше, чем у железа (Si, Mn, Al и др.), вводят в металл после или одновременно с раскислением.
Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
|
Наименование |
Ед. изм. |
Кол-во |
Цена, руб.коп. на ед. изм. без учета НДС |
Затраты, руб. коп. без учета НДС |
|
Брус 40×60 мм |
шт. |
2 |
100 |
200 |
|
Обрезная доска 400×480 мм |
шт. |
1 |
200 |
200 |
|
Обрезная доска 100×420 мм |
шт. |
1 |
200 |
200 |
|
Поролон мебельный |
лист |
5 |
350 |
1750 |
|
Ткань |
м2 |
3 |
590 |
1770 |
|
Саморезы |
шт. |
15 |
10 |
150 |
|
Клей |
шт. |
2 |
87 |
174 |
|
Лак |
л |
0,14 |
500 |
70 |
|
Краска |
кг |
0,24 |
1700,00 |
408 |
|
Наждачная бумага |
м2 |
0,7 |
114 |
79,8 |
|
Всего затраты на материалы на один стул |
х |
х |
х |
5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.
Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
Производственные ресурсы и программа реализации
Типовая классификация техноснабжения позволяет наиболее точно определить источники потребления в целях обоснования объемов производства в бизнесе. В большинстве случаев разработчики проектной документации придерживаются действующих стандартов. Что относится к ресурсам, описываемым в программе производства и реализации:
- Материальное снабжение – оборотные средства, капитал, земельные участки и энергоснабжение;
- Ресурсы нематериальные. В производственный план предприятия по образцу включается описание патентов, авторских прав, брендов и используемого программного обеспечения;
- Персонал представлен как ключевой ресурс в любой идее бизнеса для выполнения текущих и перспективных задач предприятия;
- В бизнес-плане должен найти отражение расчет потребности в трудовых ресурсах, включая нагрузку на фактор предпринимательской способности и административный аппарат;
- В центральном разделе производственного плана учитываются средства по различным источникам происхождения. Это могут быть деньги учредителей, оборотные активы предприятия, привлеченные инвестиции. Материальные факторы производства оказывают непосредственное влияние на процессы компании. При их недостаточности повышается риск сокращения снабжения или отсутствия возможности обеспечивать жизнеспособность других ресурсов.

Основные ресурсы организации
В программу реализации включаются экономические расчеты рентабельности, качественные показатели основных фондов, сумма амортизации оборудования и другие цифры.
Сущность, классификация, структура, значение машин и автоматизации производства
В настоящее время преобладает машинный, а не ручной способ производства. Машины — основная движущая сила в практической деятельности людей. Это — главное мерило и признак цивилизации, источник и воплощение прогресса сообщества людей. Машины изучаются различными специалистами.
Машина — техническое изделие, работа которого посредством преобразования вещества, энергии, силы, движения и информации частично или полностью заменяет, облегчает и приумножает физический и умственный труд человека. Это искусственное, материальное, сделанное людьми изделие. Уникальное его свойство — преобразовывать скрытую потенциальную или действующую, но бесполезную энергию в полезную энергию или работу (основное отличие от механизма или инструмента). С. Карно: «Машина — это работник из железа и стали».
В зависимости от функционального назначения машины классифицируются по роду, классу, группе, виду, типу и типоразмерам.
Род — совокупность машин, применяемых в той или иной отрасли производства, которые характеризуются общностью выполняемых функций, ТП и технических принципов их действия, а также общностью особенностей производственного процесса, в котором эти машины используются (сельскохозяйственные, автотранспортные, металлообрабатывающие машины и т.д.).
Класс — машины определенного рода, отличающиеся характером выполняемой работы и предназначенные для выполнения специальных работ в определенной области производства (сельскохозяйственные машины — почвообрабатывающие, зерноуборочные). Отдельный класс — испытательные машины (для определения механических характеристик или изделий).
Группа — часть машин данного класса, предназначенная для выполнения определенных специфических работ отрасли.
Вид или разновидности машин — характеризуются общностью непосредственного эксплуатационного назначения, особенностью конструкций и существенным сходством всех основных стадий производственного процесса их работы.
Тип — машины определенного вида или группы. Однотипные машины обычно взаимозаменяемы.
Типоразмеры — машины, отличающиеся параметрами некоторых технических характеристик.
Классификация машин по техническим признакам и принципам действия используется при организации производства и эффективного управления производством, при сбыте и приобретении машин.
В зависимости от характера работы, для которой они предназначены, машины классифицируются:
- на машины-орудия или станки — служат для изменения формы, размеров, физического состояния тел;
- двигатели — вырабатывают механическую энергию путем преобразования какого-либо вида природной энергии;
- транспортирующие машины — перемещают физические тела,
используя энергию, получаемую от двигателя; - генераторы — вырабатывают необходимый вид энергии путем
преобразования механической энергии соединенного с генератором двигателя.
Различают машины простые и сложные.
Простые выполняют работу непосредственно, используя природную энергию, не видоизменяя ее.
Современные машины обычно являются сложными.
Машина-автомат — техническое устройство, функционирующее и управляемое по заданному алгоритму с использованием энергии неживой природы без непосредственного участия людей.
Машина-полуавтомат — техническое устройство, функционирующее и управляемое по заданному алгоритму с использованием энергии неживой природы при участии людей в загрузке и выгрузке объектов обработки и периодическом включении машины. (Рабочий загружает, включает станок, машина работает, выгружает человек.)
Экологическая безопасность
Для современного предприятия экологическая безопасность — это не просто бережное отношение к природе. Сегодня это целый комплекс мероприятий по организации хранения, использования переработки сырья с последующим категорированием. В понятие экологической безопасности по определению входят исследования в области влияния на окружающую природную среду. Без получения специальных заключений от надзорных органов не получится даже запустить производство. В план включается должность инженера по техносферной безопасности, затраты на разовые услуги экологических агентств, различные взносы и сборы.
Резка дистанционных рамок и засыпка молекулярного сита
Параллельно с резкой стекла производится резка дистанционных рамок по размерам данного стеклопакета и предварительная сборка каркаса стеклопакета с помощью уголков и соединительных вставок.
Для качественной резки дистанционных рамок применяются специальные пилы, оснащенные дисковым пильным механизмом, механизмом зажима заготовок и рольгангами для подачи и замера заготовок.
Одновременно со сборкой дистанционные рамки заполняются молекулярным ситом (влагопоглатителем), адсорбирующим влагу из межстекольного пространства стеклопакета.
За счёт использования осушителя воздух, находящийся внутри стеклопакета, практически полностью обезвоживается, и таким образом устраняется возможность выпадения конденсата между стёклами во всём диапазоне нормальных эксплуатационных температур.
Засыпка производится с помощью специальных герметичных конструкций, которые являются одним из обязательных элементов комплекса оборудования для производства стеклопакетов.
Основы и понятия
Производственным процессом именуют упорядоченный в пространстве и времени комплекс трудовых операций и природных явлений, приводящий к преобразованию сырья в продукцию с заданными параметрами.
Их осуществляют по конкретным методикам, которые называют технологиями. Это способы последовательного преобразования свойств, состояния, формы, размеров и прочих параметров исходных материалов для получения конечного изделия. То есть технологии включают конкретные последовательности операций.
Под технологическими операциями понимают этапы процесса, осуществляемые на одном рабочем месте.
То есть существует еще один термин – технологический процесс. Он представлен стадией производственного, состоящей в определении или преобразовании состояния объекта труда.
Для производственного процесса к определяющим относят такие факторы, как целесообразная деятельность, ее предметы и средства. Совокупность рабочих мест представляет его базу. Предметы труда определяются выпускаемой продукцией.
Для обеспечения наибольшей эффективности производства необходима рациональная его организация, которая основана на ряде принципов:
- Во-первых, необходимо соответствие производительности всех подразделений во избежание перегрузки и недозагрузки на различных участках.
- Во-вторых, этапы производства общей партии продукции выполняют одновременно.
- В-третьих, промышленная эффективность зависит от рациональной временной организации, предполагающей минимальные перерывы в производственном процессе.
- В-четвертых, необходима разработка кратчайшей производственной последовательности.
- В-пятых, на каждом участке и на предприятии, в целом, обеспечивают равный либо равномерно возрастающий объем выпуска в зависимости от плана.
- В-шестых, аналогичное разделение осуществляют временно в зависимости от трудоемкости.
- В-шестых, на случаи обновления перечня продукции предусматривают скорейшую смену производственных технологий.
- В-седьмых, существует предел дифференциации общего процесса.
- В-восьмых, с совершенствованием оборудования повышаются сложность и объем производственных операций.
- В-девятых, целесообразна специализация сотрудников, однако для взаимозаменяемости уместно освоение смежных профессий.
- В-десятых, компетентность управления определяется в значительной степени достоверной оценкой, определяемой информационно-технологическим потенциалом.